高精度珩磨管
更新時間:2025-04-08 17:00:02 瀏覽次數(shù):5
以下是:高精度珩磨管的產品參數(shù)
| 產品參數(shù) |
|---|
| 產品價格 | 6000/噸 |
|---|
| 發(fā)貨期限 | 2天 |
|---|
| 供貨總量 | 不限 |
|---|
| 運費說明 | 電議 |
|---|
| 最小起訂 | 0.1噸 |
|---|
| 質量等級 | 正品 |
|---|
| 是否廠家 | 是 |
|---|
| 產品材質 | 20# |
|---|
| 產品品牌 | 九冶 |
|---|
| 發(fā)貨城市 | 聊城 |
|---|
| 產品產地 | 聊城 |
|---|
| 加工定制 | 是 |
|---|
| 可售賣地 | 全國 |
|---|
| 產品重量 | 過磅 |
|---|
| 產品顏色 | 金屬色 |
|---|
| 外形尺寸 | 圓形 |
|---|
| 適用領域 | 機械加工 油缸 |
|---|
| 是否進口 | 否 |
|---|
以下是:高精度珩磨管的圖文視頻
導讀 在山西省陽泉市采購高精度珩磨管請認準九冶管業(yè)有限公司,品質保證讓您買得放心,用得安心,廠家直銷,減少中間環(huán)節(jié),讓您購買到更加實惠、更加可靠的產品。(聯(lián)系人:高經理-17706353138,QQ:3573482096,地址:開發(fā)區(qū)丁快工業(yè)園發(fā)貨到山西省 陽泉市 平定縣、盂縣)。 山西省,陽泉市 民國三十六年(1947年)5月4日,以原平定縣的一部分設陽泉市。陽泉市是一座新興工業(yè)城市,是三晉門戶,晉冀要衡,又處于東部發(fā)達地區(qū)與中西部的結合地帶,還位于環(huán)渤海與長江三角洲的兩大經濟區(qū)的合理運輸扇區(qū)內,經天津、青島、黃驊港可東出渤海。境內有萬里長城第九關、娘子關,有藏山旅游景區(qū),有冠山書院,有石評梅故居,有梁家寨溫泉,還有以百團大戰(zhàn)紀念建筑群體為主的獅腦山森林公園。20世紀80年代開始,陽泉利用煤炭資源優(yōu)勢,經濟得到迅速發(fā)展,一路領跑山西各市,被譽為“小上海”。2020年,陽泉市入選衛(wèi)生城市名單。2022年1月,獲2017—2020年度平安中國建設示范市。
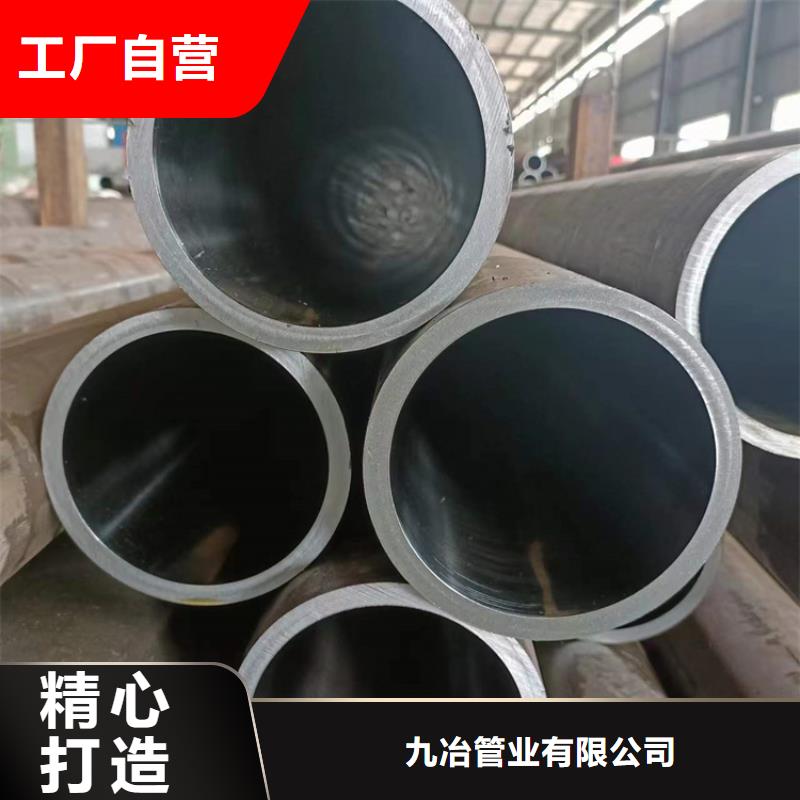
山西陽泉市高精度珩磨管
<陽泉>九冶管業(yè)有限公司
直徑50mm以上的珩磨管一般應采用機械加工方法切割。如用氣割,則必須用機械加工方法車去因氣割形成的組織變化部分,同時可車出焊接坡口。除回油管外,壓力由管道不允許用滾輪式擠壓切割器切割,切割表面必須平整,去除毛刺、氧化皮、熔渣等。珩磨管所用的焊條、焊劑應與所焊管材相匹配,其牌號必須有明確的依據(jù)資料,有產品合格證,且在有效使用期內。焊條、焊劑在使用前應按其產品說明書規(guī)定烘干,并在使用過程中保持干燥,在當天使用。焊條藥皮應無脫落和顯著裂紋。

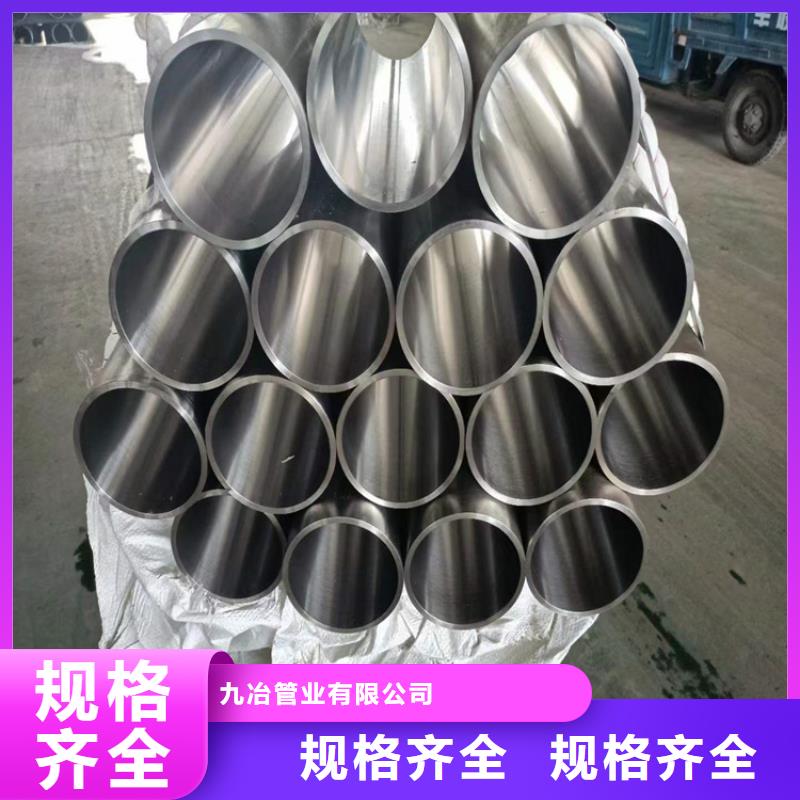
絎磨管加工工藝原理絎磨管的加工是采用滾壓加工,珩磨管鋼管表面留有的應壓力,對于表面微小裂紋有很好的封閉作用,能防止表面受到侵蝕。從而提高了表面的抗腐蝕能力,并能減少裂紋的產生和擴大,這樣加強了絎磨管的抗壓強度。通過滾壓成型的絎磨管,能在表面形成一層冷作硬化層,減少磨削副接觸表面的彈性和塑性變形,從而提高了耐磨性,避免因磨削產生的燒傷。滾壓后的表面粗糙度大大減小,提高了絎磨管的配合性。所謂滾壓加工是一種無切屑加工,在常溫下利用金屬的塑性變形,使表面的不平整度碾平,從而達到改變表面結構、機械特性、性質和尺寸的終目的。這種滾壓加工技術是磨削無法做到了,同時滿足光整加工和強化的要求。
<陽泉>九冶管業(yè)有限公司
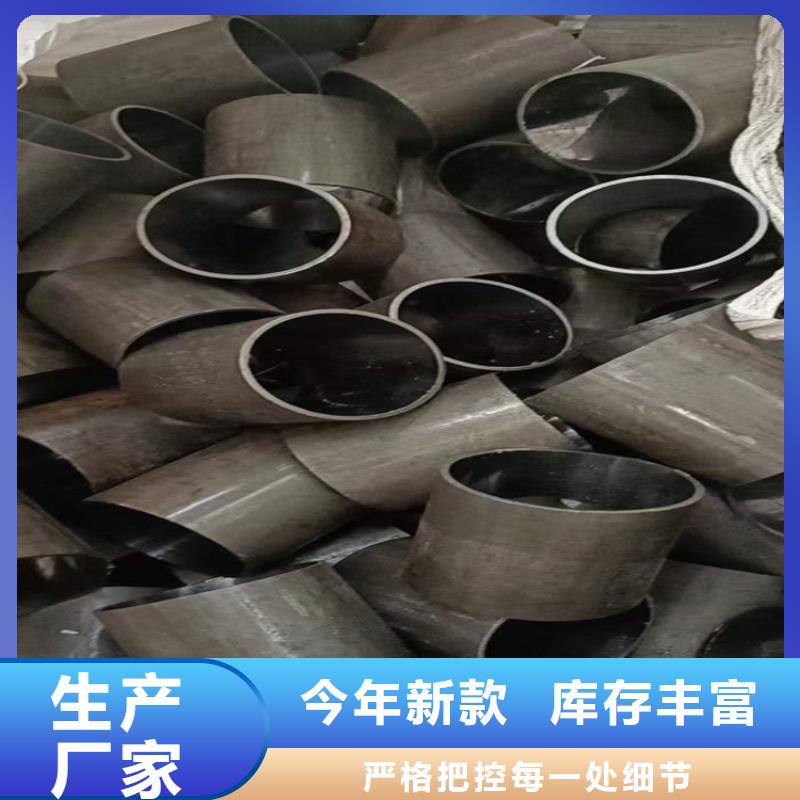
山西陽泉市高精度珩磨管
<陽泉>九冶管業(yè)有限公司
絎磨管加工工藝原理絎磨管的加工是采用滾壓加工,珩磨管鋼管表面留有的應壓力,對于表面微小裂紋有很好的封閉作用,能防止表面受到侵蝕。從而提高了表面的抗腐蝕能力,并能減少裂紋的產生和擴大,這樣加強了絎磨管的抗壓強度。通過滾壓成型的絎磨管,能在表面形成一層冷作硬化層,減少磨削副接觸表面的彈性和塑性變形,從而提高了耐磨性,避免因磨削產生的燒傷。滾壓后的表面粗糙度大大減小,提高了絎磨管的配合性。所謂滾壓加工是一種無切屑加工,在常溫下利用金屬的塑性變形,使表面的不平整度碾平,從而達到改變表面結構、機械特性、性質和尺寸的終目的。這種滾壓加工技術是磨削無法做到了,同時滿足光整加工和強化的要求。

總結 今年在山西省陽泉市購買高精度珩磨管有了新選擇,九冶管業(yè)有限公司始終堅守以用戶為中心的服務理念,將品質作為發(fā)展的基石。廠家直銷,確保為您提供價格實惠且品質卓越的高精度珩磨管產品。如需購買或咨詢,請隨時聯(lián)系我們,聯(lián)系人:高經理-17706353138,QQ:3573482096,地址:開發(fā)區(qū)丁快工業(yè)園。