
城鎮(zhèn)燃?xì)夤芫W(wǎng)認(rèn)準(zhǔn)潤星電力管材有限公司 <佳木斯>潤星電力管材有限公司
佳木斯PE燃?xì)夤懿馁|(zhì)量是管網(wǎng)運行的基本保障,管材質(zhì)量除了先進(jìn)的生產(chǎn)設(shè)備、生產(chǎn)工藝和科學(xué)的管理以外,更重要的是管材原材料的品質(zhì),它決定著管道使用的壽命,我國埋地燃?xì)庥镁垡蚁涯舅筆E燃?xì)夤埽┕艿篱_始使用的起點就是PE80級材料,跨過了以“試驗”保證壓力管道質(zhì)量的“以塑代鋼”初級階段,直接進(jìn)入到了采用“長期靜液壓試驗”(ISO 9080)對管道材料定級要求使用50年壽命的階段,我國依據(jù)ISO 9080相繼發(fā)布了GB/T 18252標(biāo)準(zhǔn),這個試驗應(yīng)用“時溫等效”的數(shù)學(xué)模型,正視了聚乙烯(佳木斯PE燃?xì)夤埽┕懿脑跍囟取?yīng)力長時間的作用下產(chǎn)生脆性破壞帶來的管道應(yīng)力加速下降的科學(xué)論斷,并在工程應(yīng)用上得到成功。以管材形式進(jìn)行試驗的這一方法,還產(chǎn)生“輻射效應(yīng)”,RCP(快速開裂擴展)和SCG(慢速裂紋增長)也采用了這種試驗方法,長期靜液壓試驗推進(jìn)了聚乙烯(PE)合成技術(shù)的進(jìn)步,如何改進(jìn)材料抵抗脆性破壞的性能、耐快速開裂擴展的性能和耐慢速裂紋增長的性能,又帶來了當(dāng)今性能優(yōu)異的高密度聚乙烯(PE)雙峰合成技術(shù)的PE100的管材質(zhì)量,發(fā)展到現(xiàn)在的PE100RC的聚乙烯(PE)材料,目前燃?xì)庥镁垡蚁≒E)管道的壽命不是達(dá)到50年而是要預(yù)期達(dá)到100年。
燃?xì)夤芫W(wǎng)認(rèn)準(zhǔn)潤星電力管材有限公司")
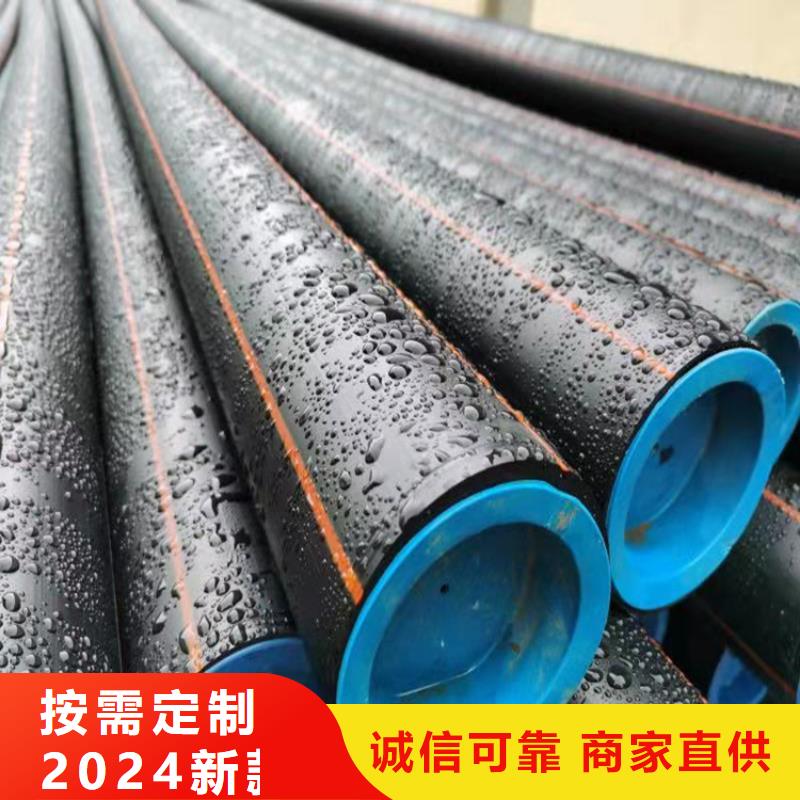
佳木斯PE燃?xì)夤苁前凑誈B/T15558.1-2015和G5+PE001.1-2008的標(biāo)準(zhǔn)要求進(jìn)行生產(chǎn)的。PE燃?xì)夤艿倪B接方式主要有:熱熔對接、電熔連接、鋼塑過渡接頭連接、法蘭連接等。佳木斯PE燃?xì)夤懿暮凸芗闹睆健?0mm,采用熱熔對接或者電熔連接方法;直徑≤90mm,采用電熔連接;若是與金屬或其它材質(zhì)的管道連接通常采用鋼塑過渡接頭連接或者法蘭連接。佳木斯PE燃?xì)夤軣崛蹖拥牟僮鞑襟E:1、調(diào)試對接焊機,把待接管材放置于焊機夾具上并夾緊;2、用刨刀銑削連接端面并清潔管材待接面,然后校直對接件,其錯位量不要大于管材壁厚的10%;3、當(dāng)加熱板的溫度達(dá)到設(shè)定溫度時,把管材放入加熱板中進(jìn)行加熱;4、佳木斯PE燃?xì)夤芗訜嵬瓿珊螅谌〕黾訜岚蹇焖賳佑凸瘔毫Γ箖晒懿募訜崦嫜杆俳Y(jié)合,然后升壓至熔接壓力保壓冷卻。5、待冷卻到規(guī)定時間后,把夾具打開,把管材從焊機上移開,連接就完成了。
熱熔對接連接是佳木斯PE燃?xì)夤艿朗┕ぶ兄饕捎玫倪B接方法之一,使用的設(shè)備是熱熔對接焊機。通過加熱板同時加熱需要焊接管材、管件的兩個端面,使其達(dá)到熔化溫度,撤去加熱板,隨即迅速貼合,通過焊接機具在一定的壓力下冷卻,冷卻后達(dá)到熔接目的。電熔承插連接也是佳木斯PE燃?xì)夤艿朗┕ぶ兄饕倪B接方法之一,使用的設(shè)備是電熔焊機。通過電熔焊機對預(yù)埋在電熔管件內(nèi)表面的電阻絲通電后發(fā)熱,使電熔管件內(nèi)表面和承插管材的外表面達(dá)到合理的熔化溫度,升溫膨脹產(chǎn)生焊接壓力,冷卻后融為一體,達(dá)到焊接目的。
燃?xì)夤芫W(wǎng)認(rèn)準(zhǔn)潤星電力管材有限公司")
熱熔對接連接是佳木斯PE燃?xì)夤艿朗┕ぶ兄饕捎玫倪B接方法之一,使用的設(shè)備是熱熔對接焊機。通過加熱板同時加熱需要焊接管材、管件的兩個端面,使其達(dá)到熔化溫度,撤去加熱板,隨即迅速貼合,通過焊接機具在一定的壓力下冷卻,冷卻后達(dá)到熔接目的。電熔承插連接也是佳木斯PE燃?xì)夤艿朗┕ぶ兄饕倪B接方法之一,使用的設(shè)備是電熔焊機。通過電熔焊機對預(yù)埋在電熔管件內(nèi)表面的電阻絲通電后發(fā)熱,使電熔管件內(nèi)表面和承插管材的外表面達(dá)到合理的熔化溫度,升溫膨脹產(chǎn)生焊接壓力,冷卻后融為一體,達(dá)到焊接目的。