

聯(lián)系我們

- s11-m-315/10油浸式變壓器實(shí)力廠家
- 口碑好的污水泵廠
- 潛水員打撈公司承接本地各種水下打撈
- 避雷器Y10W-102/266浙江羿振電氣有限公司
- 酸洗噴漆無縫鋼管工廠貨源
- ##山西氫氧化鈣廠家
- 多面空心球填料廠家?guī)齑娉渥?/span>
- 本地球墨鑄鐵套篦廠家
- 優(yōu)質(zhì)160*250*16方管生產(chǎn)廠家
- 燈光護(hù)欄生產(chǎn)廠家歡迎致電
- 扁鋼【TMY紫銅排】今日新品
- 電工鋼【【新能源用硅鋼片】】暢銷本地
- 鋼板-Q235B工字鋼全品類現(xiàn)貨
- 手搖密集架廠家報(bào)價(jià)
- 冷軋板卷,國(guó)標(biāo)硅鋼片型號(hào)齊全
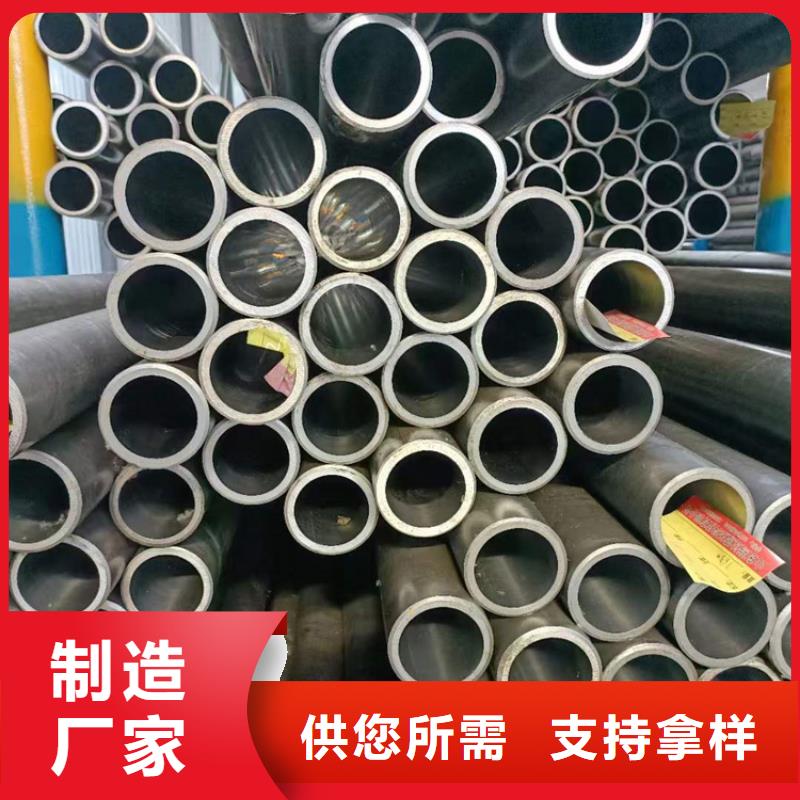
特薄壁絎磨管
更新時(shí)間:2025-01-26 00:59:28 瀏覽次數(shù):4 公司名稱: 九冶管業(yè)有限公司
| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價(jià)格 | 5900/噸 |
| 發(fā)貨期限 | 2天 |
| 供貨總量 | 不限 |
| 運(yùn)費(fèi)說明 | 電議 |
| 最小起訂 | 0.1噸 |
| 質(zhì)量等級(jí) | 正品 |
| 是否廠家 | 是 |
| 產(chǎn)品材質(zhì) | 20# |
| 產(chǎn)品品牌 | 九冶 |
| 發(fā)貨城市 | 聊城 |
| 產(chǎn)品產(chǎn)地 | 聊城 |
| 加工定制 | 是 |
| 可售賣地 | 全國(guó) |
| 產(chǎn)品顏色 | 金屬色 |
| 外形尺寸 | 圓形 |
| 適用領(lǐng)域 | 油缸機(jī)械加工 |
| 是否進(jìn)口 | 否 |



廣東省陽江特薄壁絎磨管 <陽江>九冶管業(yè)有限公司
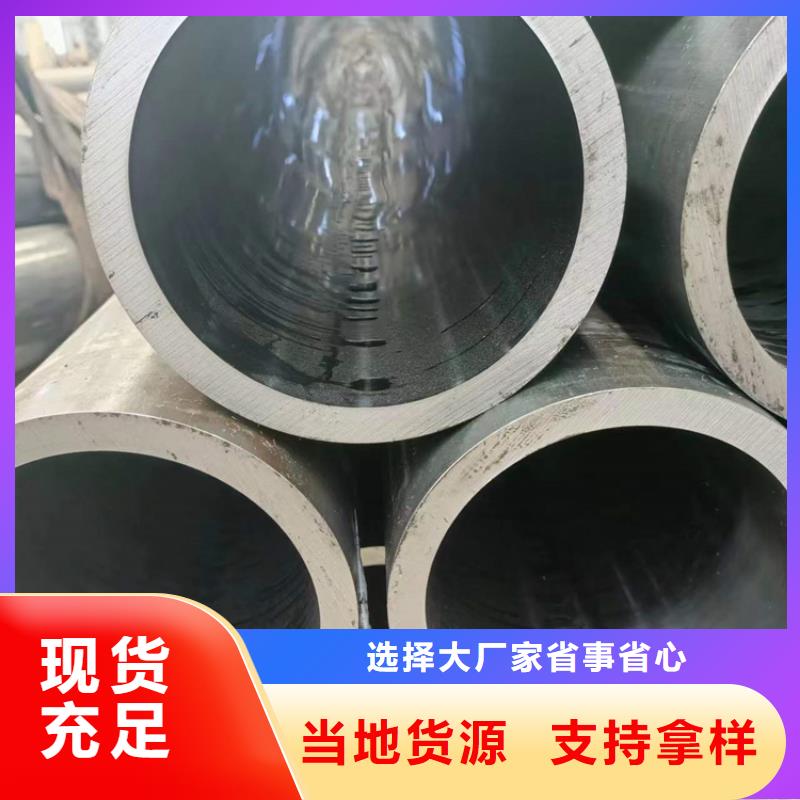
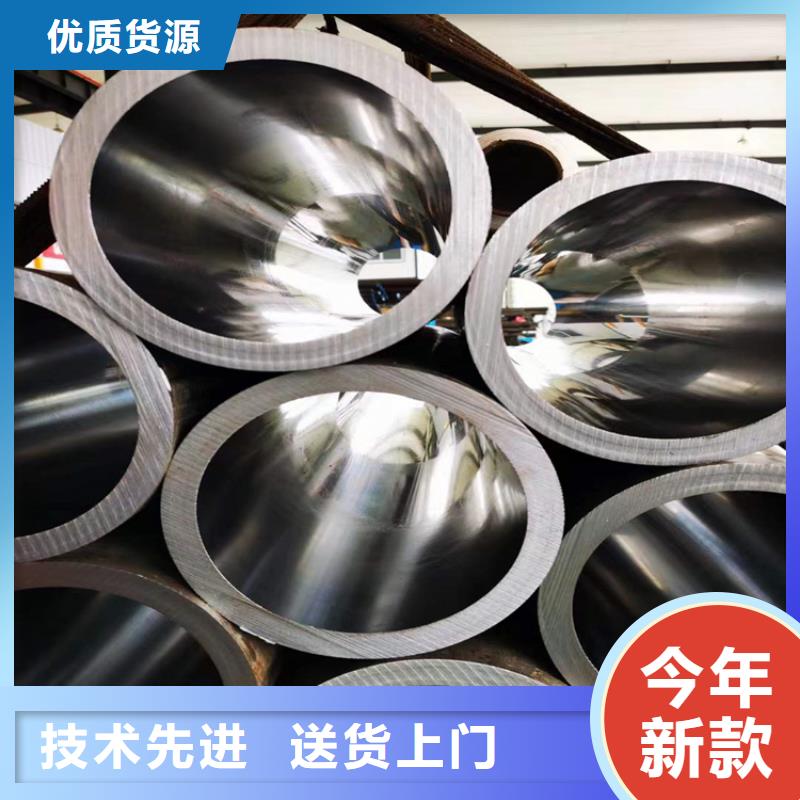
絎磨管是一種通過冷拔或熱軋?zhí)幚砗蟮囊环N高精密的鋼管材料。由于精密鋼管內(nèi)外壁無氧化層、承受高壓無泄漏、高精度、高光潔度、冷彎不變形、擴(kuò)口、壓扁無裂縫等有點(diǎn),所以主要用來生產(chǎn)氣動(dòng)或液壓 元件的產(chǎn)品,如氣缸或油缸,可以是無縫管。絎磨管的化學(xué)成分有碳C、硅Si、錳Mn、硫S、磷P、鉻Cr。油缸管采用加工工藝油缸管采用滾壓加工,由于表面層留有表面殘余壓應(yīng)力,有助于表面微小裂紋的封閉,阻礙侵蝕作用的擴(kuò)展。從而提高表面抗腐蝕能力,并能延緩疲勞裂紋的產(chǎn)生或擴(kuò)大,因而提高絎磨管疲勞強(qiáng)度。通過滾壓成型,滾壓表面形成一層冷作硬化層,減少了磨削副接觸表面的彈性和塑性變形,從而提高了絎磨管內(nèi)壁的耐磨性,同時(shí)避免了因磨削引起的燒傷。滾壓后,表面粗糙度值的減小,可提高配合性質(zhì)。


冷拔方式:生產(chǎn)高精度冷拔管──液壓缸體與傳統(tǒng)的切削工藝比較,絎磨管具有以下特點(diǎn):(1)生產(chǎn)效率高:用傳統(tǒng)的方法生產(chǎn)一根內(nèi)徑420毫米,12米長(zhǎng)的缸筒需154小時(shí),用冷拔方法生產(chǎn)只需4分鐘。(2)率高:由于鏜孔的滾壓頭兼起導(dǎo)向作用,在切削過程中,毛坯管由于自重產(chǎn)生撓度,致使?jié)L壓頭和鏜刀走偏,造成廢品。率只能達(dá)到60%左右,而用冷拔方法生產(chǎn),率可達(dá)95%以上。(3)金屬利用率高:用傳統(tǒng)的鏜孔方法制造缸體,金屬利用率只有50-70%。用拉拔方法生產(chǎn)時(shí),金屬不但不被切削成鐵末,反而可以得到30%的延伸,金屬利用率可達(dá)95%。(4)能改善成品管金屬的機(jī)械性能:用拉拔方法生產(chǎn),使毛坯得到30%以上的塑性變形,由于加工硬化而使成品管金屬的強(qiáng)度限大為提高。一般在成品管內(nèi)層強(qiáng)度限提高達(dá)60%。高精度冷拔管是用無縫熱軋鋼管、直縫焊管為坯料,經(jīng)過化學(xué)處理后在專用冷拔機(jī)上,通過特種變形原理設(shè)計(jì)的模具進(jìn)行拉拔,生產(chǎn)出高精度管。其尺寸精度達(dá)H10~H8,直線度達(dá)0.35~0.5mm/m,表面粗糙度達(dá)Ra1.6-0.4。
<陽江>九冶管業(yè)有限公司 <陽江>九冶管業(yè)有限公司無論用何種加工方法加工,在零件表面總會(huì)留下微細(xì)的凸凹不平的刀痕,出現(xiàn)交錯(cuò)起伏的峰谷現(xiàn)象, 滾壓加工原理:它是一種壓力光整加工,是利用金屬在常溫狀態(tài)的冷塑性特點(diǎn),利用滾壓工具對(duì)工件表面施加一定的壓力,使工件表層金屬產(chǎn)生塑性流動(dòng),填入到原始?xì)埩舻牡桶疾ü戎校_(dá)到工件表面粗糙值降低。由于被滾壓的表層金屬塑性變形,使表層組織冷硬化和晶粒變細(xì),形成致密的纖維狀,并形成殘余應(yīng)力層,硬度和強(qiáng)度提高,從而改善了工件表面的耐磨性、耐蝕性和配合性。滾壓是一種無切削的塑性加工方法。 絎磨管幾大優(yōu)點(diǎn):1、提高表面粗糙度,粗糙度基本能達(dá)到Ra≤0.08µm左右。 2、修正圓度,橢圓度可≤0.01mm。 3、提高表面硬度,使受力變形,硬度提高HV≥4° 4、加工后有殘余應(yīng)力層提高疲勞強(qiáng)度提高30%。 5、提高配合質(zhì)量,減少磨損,延長(zhǎng)零件使用壽命,但零件的加工費(fèi)用反而降低。