
產品詳細介紹
鋸刷在鋸條出屑的地方,并隨著鋸條走鋸的方向,并由冷卻泵供冷卻液清洗,鋸齒上的切屑。冷卻液在底座的右側冷卻切削液箱里,由水泵直接驅動供冷卻液。按緊停(停止)按鈕,順時針方向,油泵電機工作,齒輪泵工作,油液經過濾網管路,調節溢流閥使系統工作壓力達要求。反之按鈕向內壓,所有電機停止工作。工件按鉗緊按鈕,電磁閥工作,液壓油夾油缸左邊,右邊液壓油回油箱,左鉗向工件。
鋸梁下降按工作按鉗,液壓油通過電磁閥升降油缸有桿腔;無桿腔液壓油通過電磁閥,單向調速閥回油箱。鋸梁快降按下降按鈕,液壓通過電磁閥工作,油升降油缸有桿腔,無桿腔油通過電磁閥回油箱。鋸梁上升按上升按鈕,液壓油通過電磁閥升降油缸的無桿腔;有桿腔油經過電磁閥回油箱。工件松開按鉗松按鈕,液壓油通過電磁閥油缸右邊;左邊液壓油能過電磁閥回油箱,左鉗口向左運動工件松開。
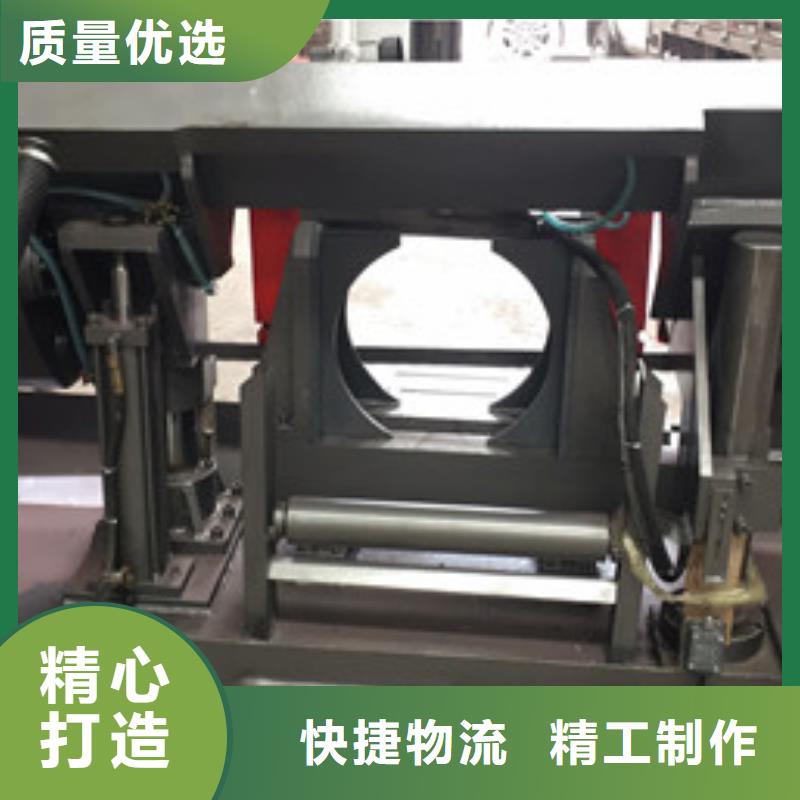
鋸切精度低,但鋸的穩定性取決于鋸條的張力、鋸條的長度、進給方向和導向裝置。帶鋸機是帶鋸機的導向裝置,它的作用是縮短鋸條工作邊的自由長度,提高鋸條的剛性,減小鋸條橫向振動的幅度,使鋸條保持平直。
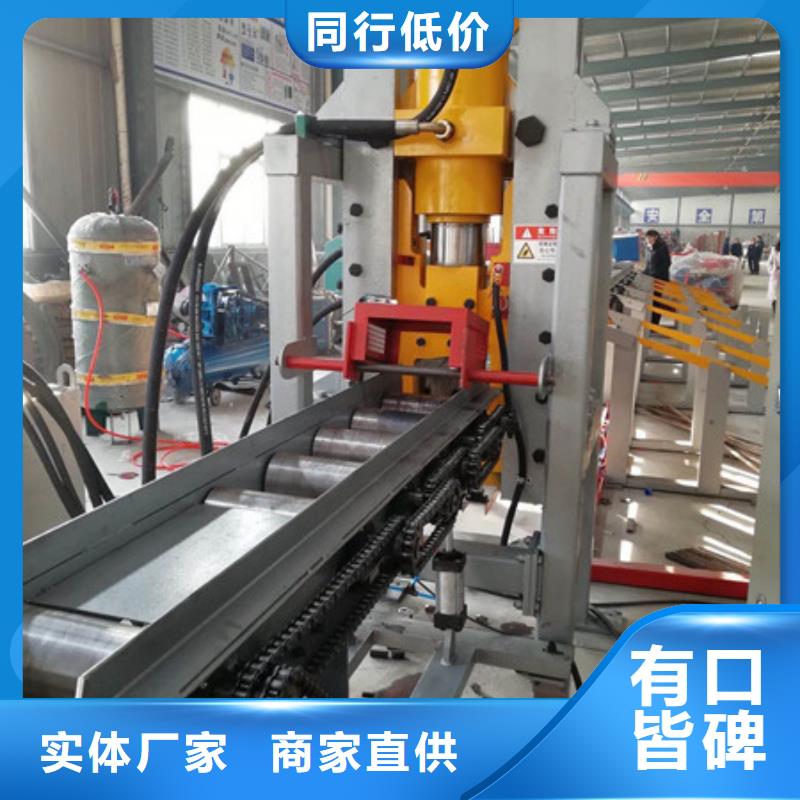
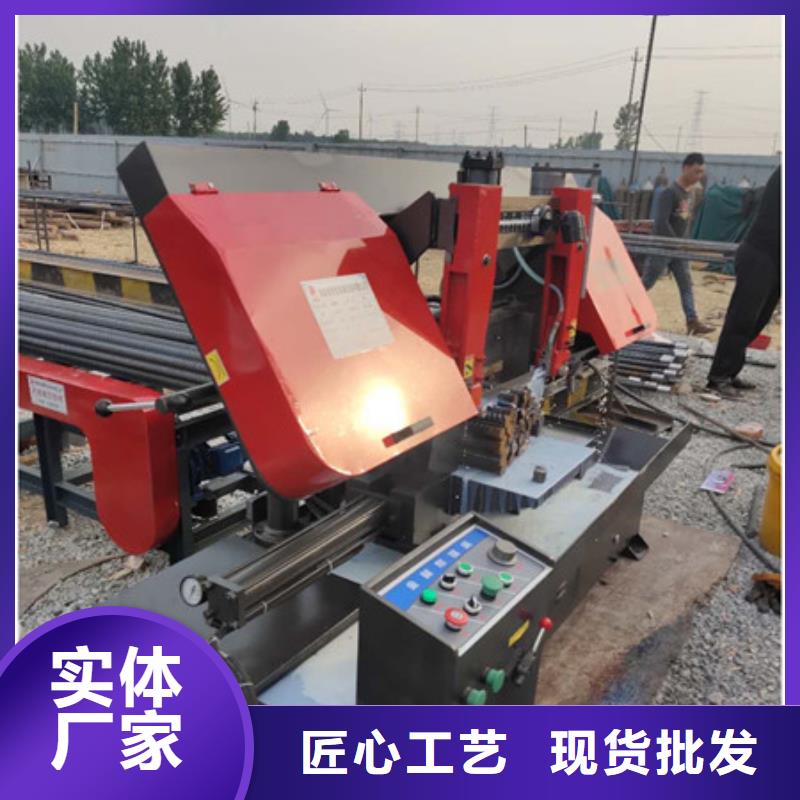
鋼筋鋸床是根據客戶需求設計專業鋸鋼筋經濟型鋸床,適用于高鐵隧道等工地的鋼筋齊頭鋸斷;工作夾緊采用液壓夾緊,操作方便;鋸切穩定,精度高;雙立柱結構,操作平穩;導向塊結構合理,延長鋸條的使用壽命。
切削范圍(mm) 400*400
鋸帶規格(mm) 4180*34*1.1
鋸帶線速(mm/min) 27、45、69
工作夾緊方式 液壓
主電機功率(kw) 4.0
液壓電機功率(kw) 1.5
冷卻泵功率(kw) 0.04
外形尺寸(mm) 2200*1100*1500
<唐山>建貿機械設備有限公司

13.根據切屑的形狀和顏色,調整配電箱右邊的調速旋鈕,調節到適當的鋸切速度,切屑為白色卷屑時較為合適,切屑短而硬呈藍色應降低進給量,切屑薄而散呈白色則應加大進給量。
14.鋸切完畢,鋸帶會自動停止運轉,鋸弓上升。
15.按夾鉗松開按鈕,取出材料。
16.如需自動切割,需要先在手動界面把右下角旋鈕轉換為自動后在進入自動界面。
17.自動界面操作:按機械回原點,輸入需要切割的尺寸及件數,點自動啟動即可。
GB4235雙立柱臥式帶鋸床是集機、電、液為一體的全自動帶鋸床,是鋸切較大直徑的黑色金屬和有色金屬等各種型材的設備,具有、節能、高精度等特點。其結構合理,造型美觀.
可定制的唐山鋼筋帶鋸床生產廠家 <唐山>建貿機械設備有限公司帶鋸床每天鋸切前的保養操作:查看帶鋸條,保證被正確的漲緊動輪上;查看鋼絲刷與帶鋸條接觸是否恰當;金屬帶鋸床保養:帶鋸條設備、鋸架鉸接軸、主被迫軸承加滿黃油光滑。金屬帶鋸床保養:更換光滑油。鋼刷傳動座注油嘴用油槍注入光滑脂3六個月的保養新金屬帶鋸床在開始運用6個月,為使鋸床堅持杰出運轉狀況,請更換。
金屬帶鋸床客戶購買了企業的設備,企業就算完結“任務”了嗎?其實不然。企業還應該供給完善的售后效勞,對客戶購買的設備從裝置,運用,運用中遇到的問題,出現的毛病等等一系列問題都得全權擔任。一直堅持客戶至上,用心效勞的作業理念,對每位客戶仔細,擔任。下面為您解說金屬帶鋸床正確操作流程。購買金屬帶鋸床產品的朋友們應嚴格按照以下流程操作:
1 、操作前要穿緊身防護服,袖口扣緊,上衣下擺不能打開,嚴禁戴手套,不得在開動的機床旁穿、脫換衣服,或圍布于身上,避免機器絞傷。有必要戴好帽,辮子應放入帽內,不得穿裙子、拖鞋。
2 、金屬帶鋸床開動前做好全部準備作業,虎鉗裝置使鋸料中心坐落料鋸行程中心。質料在虎鉗上放成水平,與鋸條成直角;若要鋸斜視點料,則先把虎鉗調整成所需視點,鋸料尺度不得大于該機床 鋸料尺度。
 jmc
jmc
鋼筋帶鋸床故障 :鋸切時產生尖叫 :1:鋸帶速度過快或進給量偏大。2:冷卻液選擇不當或配比不合。3:導向塊過緊。4:材料中有硬塊。5:鋸條齒輪不符。? 排除措施:1:降低速度或進給量。2:更換冷卻液。3:調整導向塊間隙。4:將工件轉動一定的角度再重新切削。5:重選齒輪。? 故障: 鋸料傾斜:1:鋸齒選擇不當。2:導向臂調整不當臺面或鉗口不垂直。3:導向塊間隙太大。4:鋸條分齒不對稱。5:鋸帶張緊度不夠。6:進給量太大。? 排除方法:1:選用合適鋸帶。2:重新調整導向臂。3:調整導向塊間隙。4:更換合格鋸帶。5:提高張緊力。6:降低進給量。? 故障:鋸帶悶車打滑或中斷切削:1:進給量太大。2:過載保護過載量小。排除方法:1:降低進給量。2:調大過載量。

替換新配件的質量合格。安裝后呈現毛病的問題比較常見。在替換配件前,有些修補人員對新配件不做技能查看,拿來后直接安裝到帶鋸床上,這種做法是不科學的。在替換新配件前一定要進行必要的查看測試,檢測包含外觀及功能測試,保證新配件無毛病,根絕其引起的不必要費事。
配件類型挑選不匹配。配件代用或錯用的現象較遍及。應盡量運用原裝類型的配件,不可用其它類型配件代用,更不能錯用。不注重螺栓的選用,螺栓運用紊亂的現象較突出。在修補帶鋸床時,亂用螺栓的現象還比較突出,因螺栓功能、質量不符合技能要求,導致修補后機械毛病頻出。螺栓擰緊辦法不妥的狀況較嚴重。 不留意檢測零部件合作間隙的現象為數不少。不成對、成套替換偶件或組件的狀況也不罕見。帶鋸床液壓體系中有些組件,在修補時,應留意成對安裝,不要弄串 。在實踐修補作業中,有人為了削減開支、有人不了解技能要求,不成對或成套替換上述零部件的狀況還不罕見,降低了修補質量,縮短了帶鋸床機件壽數,增加了毛病發作的可能性,應引起滿足的注重。
<唐山>建貿機械設備有限公司數控帶鋸床送的材料尺寸不準的原因:金屬帶鋸床更換全新的帶鋸條鋸齒很鋒利,為了能夠承受雙金屬帶鋸條工作時候的鋸切壓力,必須對新鋸條齒部加以磨合,使其形成一個圓弧面從而保護齒部,未經磨合的鋸齒在高壓下切割,會破損齒尖的組織,縮短帶鋸條的使用壽命。 對一條新的帶鋸進行適當的磨合加工,將能極大地增加鋸條的使用壽命,按照客戶切割的材料種類,公司的技能晉級及商品結構調整資金來源主要是靠自我堆集
選擇合適的轉速,如何磨合新鋸條呢?首先降低進給量,將切割速度降低到正常切割速度的%%,切割需要在低速下進行,確保鋸齒切出鐵屑,當鋸條全部進入到工件后,可以稍加大進給量,之后的每次鋸切,逐步加大進刀速度,直到達到正常的鋸切速度,如果噪音或者振動幅度很大,則需要對轉速進行小幅度調整。別的普遍存在切削功率低的疑問和鋸切成批量資料時加工精度不疑問這些疑問致使切削功率低的疑問究其原因在進給切削時。