

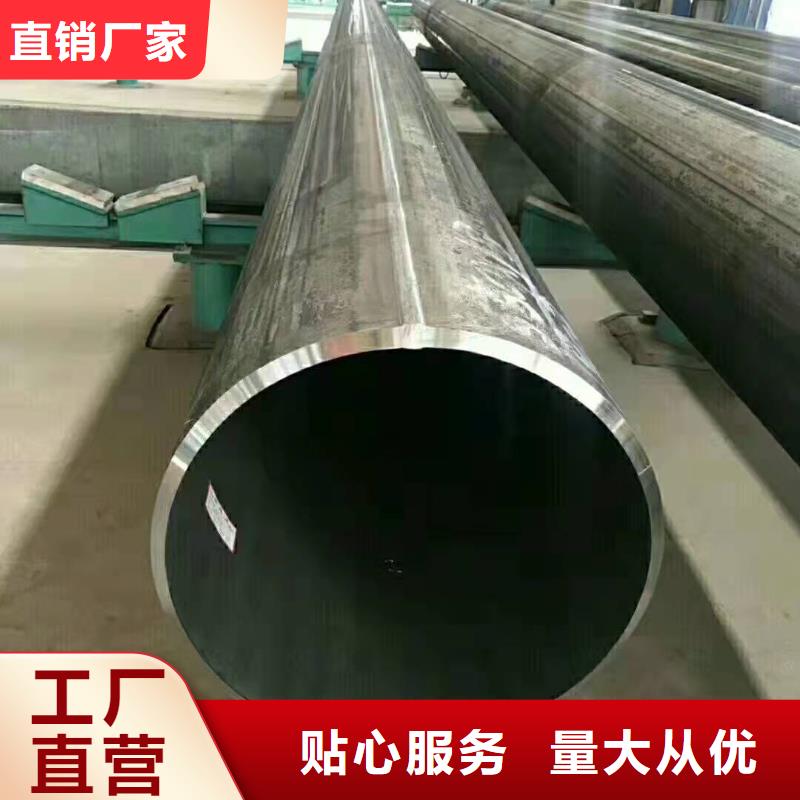




壁厚1-30厚的直縫焊管,熱軋無(wú)縫化鋼管的大型企業(yè)之一,產(chǎn)品執(zhí)行:SY/T5037.GB/T9711、 GB/T8162-1999、GB/T8163-1999標(biāo)準(zhǔn),廣泛用于石油、天然氣工業(yè),化學(xué)工業(yè),輸送流體管道,橋梁打樁,基建工程及鋼結(jié)構(gòu)等。
按用戶需求訂做特殊規(guī)格、特殊壁厚的鋼管及管,直縫卷管價(jià)格行情厚壁卷管、矩形鋼管重量理算公式預(yù)期短期內(nèi)市場(chǎng)報(bào)價(jià)弱穩(wěn)為主卷管市場(chǎng)需求產(chǎn)量今日天津市場(chǎng)卷管 指導(dǎo)報(bào)價(jià)Q235B的材質(zhì)主要有Q345B厚壁...Q345B卷管16mn卷管價(jià)能有何種動(dòng)力支撐出現(xiàn)抬...厚壁卷管廠在年底前的趨勢(shì)山特鋼板卷管廠檢修及產(chǎn)能發(fā)展的知識(shí)主導(dǎo)城市平穩(wěn)運(yùn)行卷管市場(chǎng)出貨一般Q235B卷管-Q345B卷管-卷管。
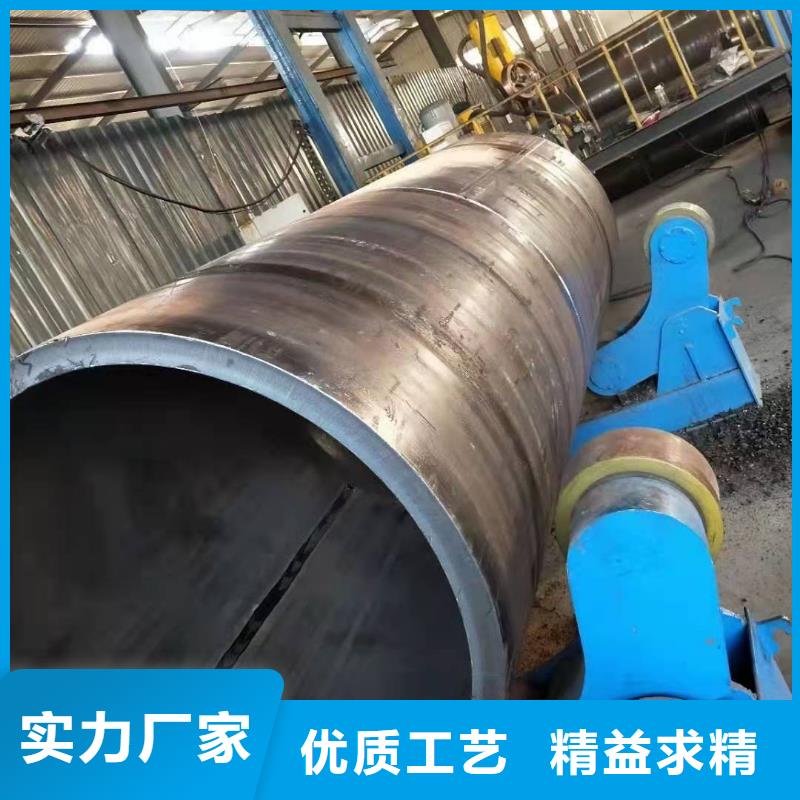
丁字焊接鋼管中含Ni時(shí)在酸性環(huán)境中耐蝕性強(qiáng),在含有硫酸或者環(huán)境中,丁字焊接鋼管中Ni的含量越高則耐蝕性越強(qiáng)。在一般的環(huán)境下,只需在丁字焊接鋼管中添加Cr就可以防止發(fā)生侵蝕的現(xiàn)象。鋼帶邊緣狀況不佳是造成錯(cuò)邊的另一重要原因。質(zhì)量流量、熱流密度以及結(jié)構(gòu)參數(shù)(螺旋曲率直徑和丁字焊接鋼管徑的比值Dc/D)的變化對(duì)立式螺旋管內(nèi)飽和泡狀沸騰換熱系數(shù)的影響。 渦流探傷按GB/T7735-2004《卷管渦流探傷檢驗(yàn)方法》標(biāo)準(zhǔn)執(zhí)行.渦流探傷方法是將頭固定在機(jī)架上探傷與焊縫保持3~5mm距離靠鋼管的快運(yùn)動(dòng)對(duì)焊縫進(jìn)行的掃查探傷信號(hào)經(jīng)渦流探傷儀的自動(dòng)處理和自動(dòng)分選達(dá)到探傷的目的.探傷后的焊管用飛鋸按規(guī)定長(zhǎng)度切斷經(jīng)翻轉(zhuǎn)架下線.鋼管兩端應(yīng)平頭倒角打印標(biāo)記成品管用六角形捆扎包裝后出廠.
焊接鋼板卷管是由卷成管形的鋼板
優(yōu)點(diǎn)?
1可以生產(chǎn)形狀復(fù)雜的零件,尤其復(fù)雜內(nèi)腔的毛坯(如暖氣)?
2適應(yīng)性廣,工業(yè)常用的金屬材料均可鑄造。 幾克~幾百噸。?
3原材料來源廣泛。價(jià)格低廉。 廢鋼,廢件,切屑 4鑄件的形狀尺寸與零件非常接近,減少切削量,屬少無(wú)切削加工。
首先是將鋼板卷管由上游輥道進(jìn)入矯直機(jī)入口輥道。當(dāng)卷管頭部被入口輥道中間位置傳感元件感應(yīng)到時(shí),輥道減速。
其次是當(dāng)卷管頭部被入口輥道末端位置傳感元件感應(yīng)到時(shí),入口輥道段下落,入口快開缸閉合延時(shí)開始計(jì)時(shí)。管頭進(jìn)入入口矯直輥中間位置時(shí),入口快開缸閉合,卷管被咬入,同時(shí)入口第二段輥道下落。
其次是通過快開缸延時(shí)的設(shè)定,管頭進(jìn)入中間輥和出口輥中間位置時(shí),中間輥、出口輥快開缸相繼閉合,卷管進(jìn)入矯直過程。
其次是當(dāng)管尾離開入口輥道中間位置傳感元件時(shí),入口輥道 段上升。當(dāng)管尾離開入口輥道末端位置傳感元件時(shí),入口輥道第二段上升,同時(shí)通過快開缸延時(shí)的設(shè)定,管尾到達(dá)入口輥、中間輥和出口輥中間位置時(shí),入口輥、中間輥、出口輥快開缸相繼打開。
鋼板卷管這類缺陷防止的措施有:不使用藥皮開裂、剝落、變質(zhì)及焊芯銹蝕的焊條,生銹的焊絲必須除銹后才能使用。所用焊接材料應(yīng)按規(guī)定溫度烘干,坡口及其兩側(cè)清理干凈,并要選用合適的焊接電流、電弧電壓和焊接速度等 卷筒可用金屬鑄造成形工藝直接獲得零件的鋁合金,鋁合金鑄件。該類合金的合金元素含量一般多于相應(yīng)的變形鋁合金的含量。鑄造鋁合金除含有強(qiáng)化元素之外,還必須含有足夠量的共晶型元素﹙通常是硅﹚,以使合金有相當(dāng)?shù)牧鲃?dòng)性,易與填充鑄造時(shí)鑄件的收縮縫。?
