



走進真實的場景,感受產品的獨特魅力!我們的異型管q235b螺旋管嚴格把關質量放心視頻將帶您深入了解產品的每一個細節,讓您對其優點和特點一目了然。
以下是:異型管q235b螺旋管嚴格把關質量放心的圖文介紹


十多年的發展歷程,歷經坎坷,走向輝煌,腳踏實地”的奮斗與奉獻,樂道精密鋼管廠家有限公司將勵精圖治,勇往直前,開拓創新,愿與 寧波余姚工業螺旋管業界同行攜手共進,共創中國 寧波余姚工業螺旋管事業新的輝煌。


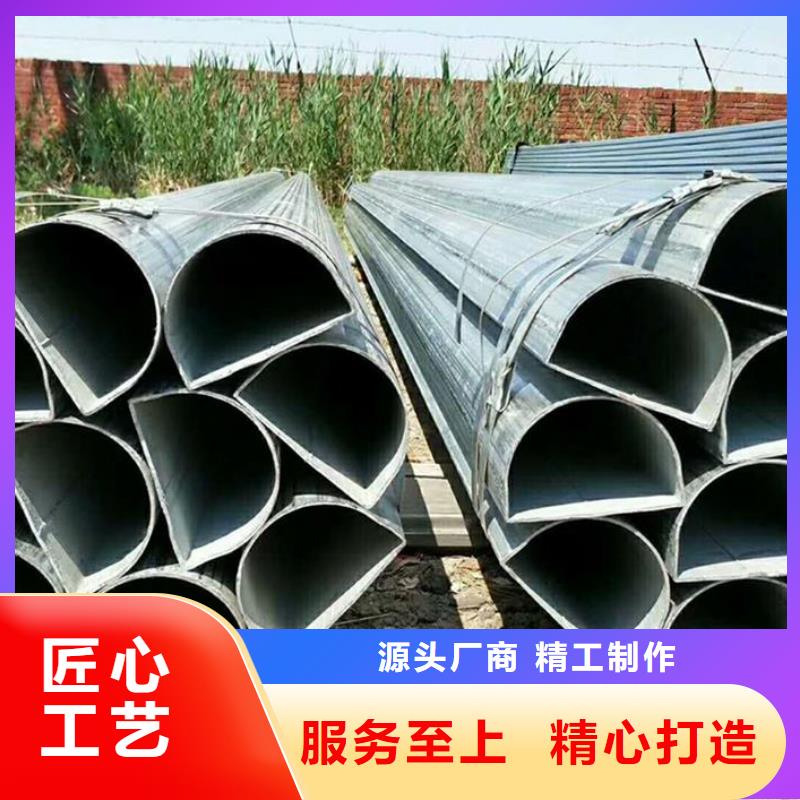
寧波余姚異型管可用焊接或軋制兩種方法生產。焊接H型鋼是將厚度合適的帶鋼裁成合適的寬度,在連續式焊接機組上將翼緣和腹板焊接在一起。焊接H型鋼有金屬消耗大、不易保證產品性能均勻、尺寸規格受限制等缺點。
因此,寧波余姚異型管以軋制方法生產為主。在現代化的軋鋼生產中,使用 軋機軋制H型鋼。H型鋼的腹板在上下水平輥之間進行軋制,翼緣則在水平輥側面和立輥之間同時軋制成形。由于僅用 軋機尚不能對翼緣邊端施以壓下。
這樣就需要在 機架后設置軋邊端機,俗稱軋邊機,寧波余姚異型管以便對翼緣邊端給予壓下并控制翼緣寬度。在實際軋制操作中,把這兩座機架作為一組,使軋件往復通過若干次,或者是令軋件通過由幾架 機座和一兩架軋邊端機座組成的連軋機組。




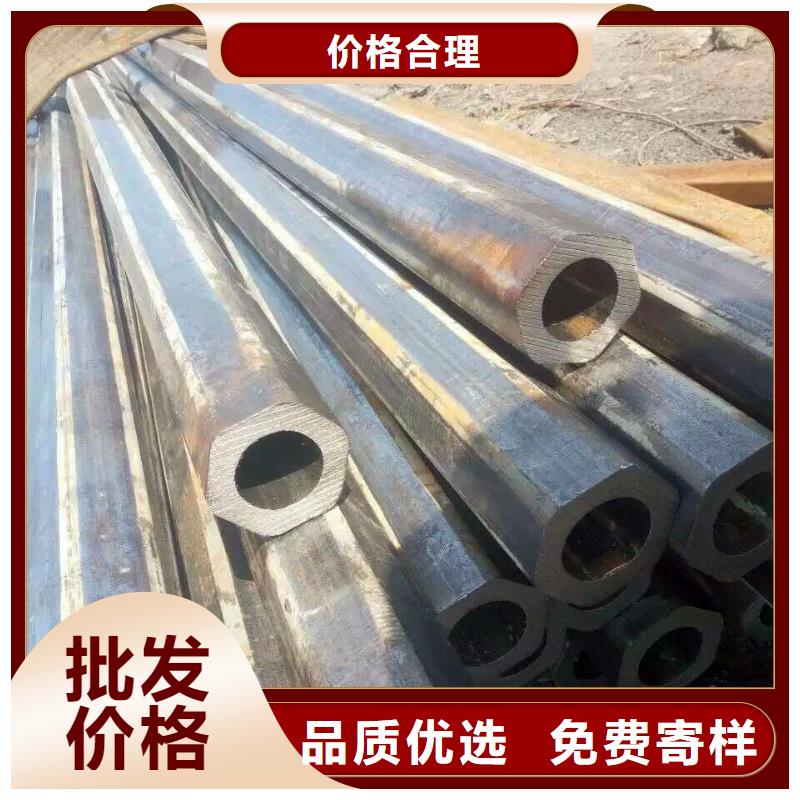
寧波余姚異型管焊接時,鎢極從氣體噴嘴突出的長度,以4-5mm為佳,在角焊等遮蔽性差的地方是2-3mm,在開槽深的地方是5-6mm,噴嘴至工作的距離一般不超過15mm。
寧波余姚異型管焊接電弧長度,焊接普通鋼時,以2-4mm為佳,而焊接不銹鋼時,以1-3mm為佳,過長則保護效果不好。
寧波余姚異型管為使氬氣很好地保護焊接熔池,和便于施焊操作,鎢極中心線與焊接處工件一般應保持80-85°角,填充焊絲與異型管表面夾角應盡可能地小,一般為10°左右。
寧波余姚異型管焊接容易受到風的影響,有時微風而產生氣孔,所以風速在0.5m/sec以上的地方,都應當采取防風措施。
保護氣體一般為二氧化碳氣體,氣體流量以20-25L/min較適宜。
寧波余姚異型管采用垂直外特性的電源,直流時采用正極性,焊絲接負極。
寧波余姚異型管為防止異型管焊接氣孔之出現,焊接部位如有鐵銹、油污等務必清理干凈。
寧波余姚異型管焊嘴與異型管間的距離以15-25mm為宜。

