

您可能對天水本地以下產(chǎn)品新聞也感興趣
更新時間:2025-02-21 21:03:12 瀏覽次數(shù):5 公司名稱:聊城 聚賢豐匯金屬材料有限公司
| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價格 | 電議/噸 |
| 發(fā)貨期限 | 當(dāng)天 |
| 供貨總量 | 1000 |
| 運費說明 | 電議 |
| 品牌 | 寶鋼、舞鋼、南鋼、武鋼、攀鋼 |
| 化學(xué)成分分類 | 合金鋼板、耐磨鋼板、船板、容器板、高強(qiáng)板 |
| 加工工藝 | 切割下料、打孔、折彎、卷管加工、調(diào)質(zhì) |
| 執(zhí)行標(biāo)準(zhǔn) | GB/T3077-2018、GB/T699-1999、GB713—2014 |
| 常用規(guī)格 | 厚6-900mm,寬1500-3880mm,長6000-188000 |
| 性能 | 抗高溫、高壓、低溫,耐腐蝕 |
| 軋制 | 熱軋、冷軋 |





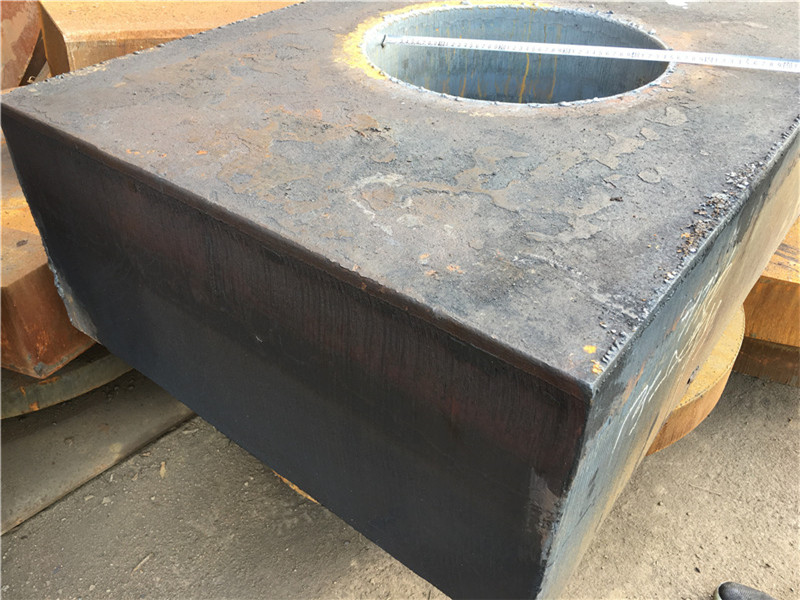
12Cr1MOVg鋼板下料等離子切割精度果好
等離子激光切割是一種脈沖激光在不銹鋼表面形成1米孔的過程。由于激光切割精度很高,可以達(dá)到±0.02mm,所以在日常鉆孔中沒有問題。激光切割不僅可以打孔,而且與其他許多鉆孔方法相比具有非常明顯的優(yōu)勢,鉆孔精度高,效果好,成本低。下面我們就詳細(xì)了解激光切割孔的優(yōu)點。
等離子打孔技術(shù)是早大規(guī)模應(yīng)用于實際生產(chǎn)的激光加工技術(shù)。而電子束打孔、超聲波打孔、電化學(xué)打孔、射流打孔、比電火花打孔、沖孔機(jī)械打孔等方法,激光打孔技術(shù)明顯表現(xiàn)出通用性強(qiáng)、效率高、成本低、效果好的優(yōu)良特性。平均精度為±0.02m m,表面粗糙度ra約為1.6mum,若采用數(shù)控激光鉆孔,孔精度可達(dá)5米,精度優(yōu)良。在鈑金加工中,用于打孔的激光是功率密度為104~105kw/cm~2的脈沖激光,作用時間僅為0.01~1μon,可加工直徑為1μon的孔。等離子切割技術(shù)不僅可以精準(zhǔn)地從表面不同角度打孔,還可以為薄壁材料、復(fù)合材料、脆性材料、粘性材料等不同性能材料的工件鉆深孔和小孔。
利用激光技術(shù)在鈑金件上打孔時,孔徑大小主要取決于激光聚焦光斑的大小。通常,固體激光打孔的較大孔深可以通過激光功率密度和金屬板件的熱系數(shù)來計算。并非所有工件都適合激光鉆孔。對于激光反射能力強(qiáng)、導(dǎo)熱性好、熔點高、蒸汽壓低的零件,激光打孔的利用率很低,激光打孔的孔徑一般在1 mm~1.524mm之間。當(dāng)孔徑大于1.524mm時,應(yīng)采用激光襯套法鉆孔。加工大孔和臺階孔時,不允許激光鉆孔。
12Cr1MOVg鋼板下料等離子切割精度果好
從以上介紹可以看出,激光切割鉆孔具有精度高、成本低、效果好等諸多優(yōu)點,這些優(yōu)點與許多其他鉆孔方法相比具有非常大的優(yōu)勢。當(dāng)然,如果精度要求不高,孔的密度特別高,不建議使用激光切割孔,因為成本較高。有專業(yè)的沖床,可以直接在不銹鋼板上鉆孔,一個孔只要幾分錢,價格很便宜。
等離子切割機(jī)切割效率高,各部件更換更為頻繁,作為金屬切割工具,如果使用不規(guī)范,很可能會損壞機(jī)體,甚至傷害操作人員。接下來給大家介紹等離子鋼板切割的五個使用誤區(qū)。
1、穿孔切割,用等離子切割機(jī)盡量從邊緣切割,這是對切割噴嘴等易損件的保護(hù)。為了幫助它們更持久,在打開工具之前,瞄準(zhǔn)工件的邊緣。
2、頻繁起弧。切割材料時不預(yù)先計劃切割情況,頻繁調(diào)整和起弧會加速噴嘴和電機(jī)的損耗。
3、如果噴嘴過載,改善噴嘴電流可以提高切割效率,但過大的電流會損壞機(jī)體。噴嘴的電流強(qiáng)度不應(yīng)達(dá)到滿負(fù)荷狀態(tài),即工作電流的95%。
4、當(dāng)切割距離過小或過大時,等離子切割機(jī)的切割距離與切割效率呈負(fù)相關(guān)。距離越小,效率越高。但是,如果割炬太小,會損壞割炬噴嘴,因此有必要合理控制距離。必須注意,切口應(yīng)盡可能大。
5、穿孔厚度過大,切割機(jī)能穿孔的距離是規(guī)定的,一般是切割厚度的一半。
除了以上五種常見的等離子切割機(jī)誤差外,還有一個非常重要的一點就是要保證切割機(jī)各部件的清潔,這些對于清潔污漬會影響等離子切割機(jī)的功能。
首先,我們要了解不同的輔助切割氣割速度規(guī)格是不一樣的。以空氣等離子弧切割為例,在切割碳鋼板時,以230A切割電流為標(biāo)準(zhǔn),6mm厚的碳鋼板切割速度可達(dá)3300 mm/min,當(dāng)板厚調(diào)整到40 mm時,切割速度限制在500 mm/min至保證切割效果和質(zhì)量。如果使用其他輔助切割氣體,如純氧切割,切割速度會降低得更多。在相同230A切割電流下,純氧等離子切割厚度為6mm的碳鋼板的切割速度可提高到370mm/min,而厚度為40mm的碳鋼板的切割速度僅為350mm/min。為了調(diào)整等離子切割機(jī)的速度,首先要控制輔助設(shè)備的厚度。
一般來說,等離子鋼板切割作為數(shù)控切割設(shè)備,工作人員應(yīng)在保證等離子切割機(jī)質(zhì)量的前提下,應(yīng)盡量提高切割速度。這樣不僅可以提高生產(chǎn)率,而且可以減少被切割件的變形和被切割焊縫的熱影響區(qū)。如果切割速度不合適,效果正好相反,會使渣土增多,切割質(zhì)量下降。








聚賢豐匯金屬材料有限公司專營: 甘肅天水20Cr圓鋼,規(guī)格齊全,品質(zhì)兼優(yōu),價格低廉。歡迎廣大客戶前來洽談業(yè)務(wù)!