
想要更直觀地了解珩磨管絎磨管一周內發貨產品嗎??產品視頻,帶你走進產品世界
以下是:珩磨管絎磨管一周內發貨的圖文介紹

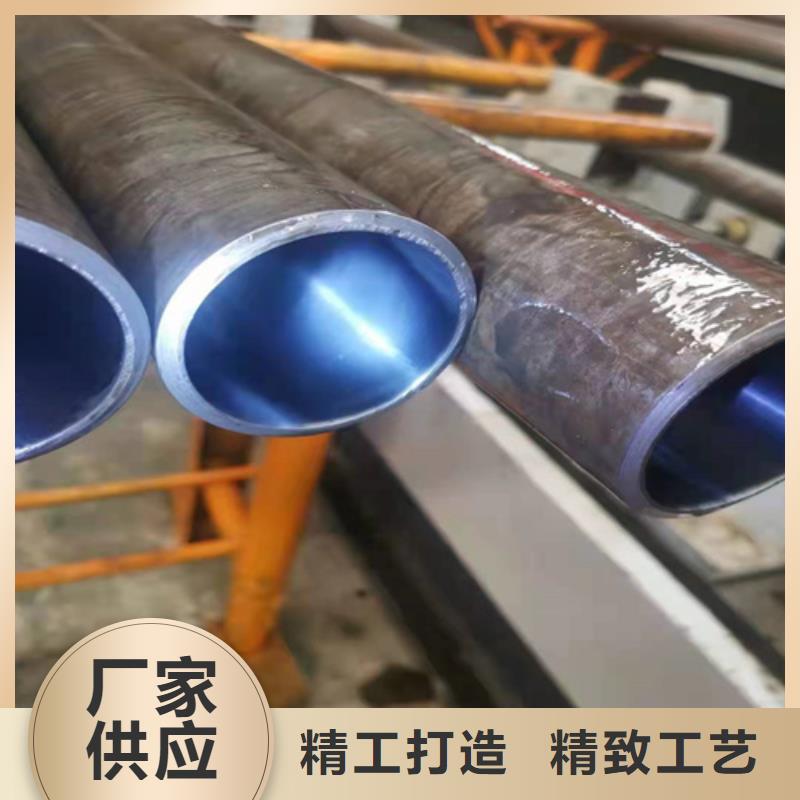
珩磨管的實用性如何。珩磨管的工作其實說簡單點就是為了減少工件的表面粗糙程度,但是很多人并不知道珩磨管到底是怎樣工作的,下面我們就簡單的來了解一下珩磨管是怎樣工作的吧。在珩磨管工作的時候,會有一個砂條。砂條上會放上很多磨粒,如果給這些磨粒夠多的壓力,那么珩磨管就會以相應的速度,然后對工件的表面進行摩擦。這樣的擠壓和掛側就可以細細的減少工件的表面粗糙程度。還有就是在砂條運轉和上下運動的時候,那些磨粒會在表面形成相應運動軌跡。珩磨管的切速是比較低的,這樣就能夠大大增加珩磨的效率。1.珩磨管,其用珩磨機來珩磨的話,那么,其在內孔直徑上,可以達到多少?珩磨機的珩磨,其是通過珩磨油石條來進行,并對所要珩磨的表面進行修整研磨,達到預期加工效果。所以,對通過珩磨機珩磨得到的珩磨管,其在內孔直徑上,一般的,是為5到500毫米這一范圍內。2.在液壓缸筒的生產制造上,其是否有珩磨工序?此外,珩磨管,其是否可以當作油缸管來使用?


珩磨管配件的設計原理珩磨管的設計和配件是非常復雜的,今天我們大家就來簡單了解一下吧。 珩磨管的布管設計和配管應與液壓原理圖相符,除了珩磨管本身之外,其他組件、元件、配件都要認真選用。珩磨管的布管設計和配管應與液壓原理圖相符,除了珩磨管本身之外,其他組件、元件、配件都要認真選用。其次珩磨管的鋪設排列和走向必須整齊一致,層次也需要分明,如果系統中同時存在平行和交叉的珩磨管,一定要注意它們之間的間隙大小。另外,配置的珩磨管還要具備良好的性能,比如剛性、抗振動能力等等,為了增強其布管的穩定性,還需要配置相應的支架和管夾,避免在使用過程中發生位移。



不僅如此,珩磨管的工藝要求海上救護很高的,尤其是一些中小型珩磨管的小孔,其圓柱度可達0.001毫米以內。而對于一些壁厚不均勻的零件,其圓度能達到0.002毫米。但是珩磨管一般只能提高被加工件的形狀精度,要想提高零件的位置精度就需要采取一些必要的措施。若是要將庫存的珩磨管拿出來加以運用,那么在這之前必須對珩磨管進行適當的加工處理,而清洗則是其中基本的一項。具體的操作要求可以參考以下說明。珩磨管儲存的時間久了,其表面也會有污垢積存,因此在珩磨管使用之前一定要進行清洗。而清洗效果如何,除了與清洗方法有關之外,和珩磨管表面加工的狀況也有關系,因此洗刷的間隔時間也要根據實際情況來決定。但是一般來講,用于外部的珩磨管 每年洗刷兩次,不僅是為了得到優質的表面質量,也是為了延長珩磨管使用壽命,在實際應用中能發揮更好的作用。



九冶管業有限公司還按時對員工進行技術培訓,組織大家參加文化活動和旅游,我們對企業的文化假設取得了優異戰果,公司的整體精神風貌得到了很大的提高,員工工資的積j i性高昂,理論接受能力不斷提高,公司的整體水平實現了不同時期的大跨步前進,良好的企業風尚帶動了公司的發展,贏得了 寧波慈溪研磨管市場的高度評價,讓我們籠罩在了許多榮譽的光環之下,是近年來國內規范化的 寧波慈溪研磨管生產廠家之一。


加工精度高,主要是一些中小型的光通孔,其圓柱度可達 0.001mm以內。一些壁厚不均勻的零件,其圓度能達 0.002mm。對于大孔,圓度也可達 0.005mm,珩磨比磨削加工精度高。了解一下珩磨管的滾壓要求及拆卸順序在拆卸液壓油缸之前,應使得液壓回路卸壓。否則,當把與油缸相聯接油管接頭擰松時,回路中的高壓油會迅速噴出。液壓回路卸壓時應先擰松溢流閥等處的手輪或調壓螺釘,使壓力油卸荷,然后切斷電源或切斷動力源,使液壓裝置停止運轉。拆卸珩磨管時要按順序進行。由于不同液壓缸結構和大小不盡相同,拆卸順序也稍有不同。一般應放掉油缸兩腔的油液,然后拆卸缸蓋,拆卸活塞與活塞桿。在拆卸液壓缸的缸蓋時,對于內卡鍵式聯接的卡鍵或卡環要使用工具,禁止使用扁鏟,對于法蘭式端蓋要用螺釘頂出,不允許錘擊或硬撬。在活塞和活塞桿很難抽出時,不可強行打出,應先查明原因再進行拆卸。

