


聯系我們

【精密無縫鋼管】精拔管訂制批發
更新時間:2025-03-16 11:57:14 瀏覽次數:6 公司名稱:聊城 龍麗金屬材料有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 電議 |
| 發貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運費說明 | 電議 |
| 無縫鋼管 | 國標 |
| 無縫鋼管 | 國標 |

龍麗金屬材料有限公司成立于2006年,公司員工200于人,公司位于云南昭通西南部,交通優越,三條鐵路、四條高速公路、四條國道縱橫境內,主營: 云南昭通精拉光亮管,我公司宗旨是以質量求生存,以科技求發展,以顧客為上帝。


精密鋼管的類型
"精密鋼管"一詞不僅僅是單純指一種精密鋼管,而是表示一百多種工業精密鋼管,所開發的每種精密鋼管都在其特定的應用領域具有良好的性能。成功的關鍵首先是要弄清用途,然后再確定正確的鋼種。有關精密鋼管的進一步詳細情況可參見由NiDI編制的"精密鋼管指南"軟盤。
幸而和建筑構造應用領域有關的鋼種通常只有六種。它們都含有17~22%的鉻,較好的鋼種還含有鎳。添加鉬可進一步改善大氣腐蝕性,特別是耐含氯化物大氣的腐蝕。
精密鋼管的優點--耐大氣腐蝕
經驗表明,大氣的腐蝕程度因地域而異。為便于說明,建議把地域分成四類,即:鄉村,城市,工業區和沿海地區。
鄉村是基本上無污染的區域。該區人口密度低,只有無污染的工業。
城市為典型的居住、商業和輕工業區,該區內有輕度污染,例如交通污染。
工業區為重工業造成大氣污染的區域。污染可能是由于燃油所形成的氣體,例如硫和氮的氧化物,或者是化工廠或加工廠釋放的其它氣體。空氣中懸游的顆粒,像鋼鐵生產過程中產生的灰塵或氧化鐵的沉積也會使腐蝕增加。
沿海地區通常指的是距海邊一英里以內的區域。但是,海洋大氣可以向內陸縱深蔓延,在海島上更是如此,盛行風來自海洋,而且氣候惡劣。例如,英國氣候條件就是如此,所以整個 都屬于沿海區域。如果風中夾雜著海洋霧氣,特別是由于蒸發造成鹽沉積集聚,再加上雨水少,不經常被雨水沖刷,沿海區域的條件就更加不利。如果還有工業污染的話,腐蝕性就更大。



精密鋼管二輥斜軋穿孔坯料的生產
在由兩個同向旋轉且輥軸交叉傾斜的軋輥、兩塊導板(或導盤)以及頂頭構成的孔型中把實心管坯穿軋成空心毛管的工序(見管坯穿孔)。1884年由德國曼內斯曼(R.&M.Mannesmann)兄弟發明。他們在鍛道圓坯的實踐中發現,圓坯在邊旋轉邊壓縮的過程中,中心會出現破裂,形成不規則的小孔——孔腔(cav1ty),由此得到啟發,設想用二輥斜軋法來生產無縫管。開始采取無頂頭斜軋,獲得的管子內孔很小且很粗糙,不能應用,后來改為加頂頭斜軋獲得了成功。后人又對導向工具、軋輥形狀和數量等做了改進,相繼出現了帶導盤的二輥斜軋穿孔、三輥斜軋穿孔、菌式穿孔機穿孔以及盤式穿孔機穿孔等。
二輥斜軋穿孔機的變形區大致可分為4個區域(見圖)。
1區主要作用是為穿孔做準備和順利地實現一、二次咬入(見斜軋穿孔原理)。由于軋輥入口錐表面有錐度,沿穿孔方向(軸向)前進的管坯逐漸在徑向受壓縮,被壓縮部分的金屬一部分向橫向(導板方向)流動,使坯料斷面由圓形變成橢圓形,而表層金屬向軸向延伸,因此在坯料前端會形成一個喇叭口狀的凹陷,此凹陷和定心孔一起保證了穿孔時頂頭鼻部對準坯料中心,以減小毛管前端的壁厚不均。
Ⅱ區為穿孔區。主要作用是穿孔,即使實心坯變成空心的毛管。該區從金屬與頂頭相遇開始到與頂頭圓錐帶始端接觸為止,主要是壓縮壁厚,被壓縮的金屬向橫向和縱向流動,但橫向流動受到導板的限制,所以縱向延伸變形是主要的。在穿孔機上穿孔毛管可有很大的延伸系數, 到5以上,這是斜軋穿孔的特點。
Ⅲ區為展軋區。該區頂頭母線和軋輥母線近似平行,主要作用是展軋(均整)管壁,改善管壁的尺寸精度和內外表面質量。
Ⅳ區為轉圓區。該區的作用是靠軋輥旋轉加工把橢圓形的軋件轉圓。該區長度很短,變形屬塑性彎曲變形



精密鋼管:
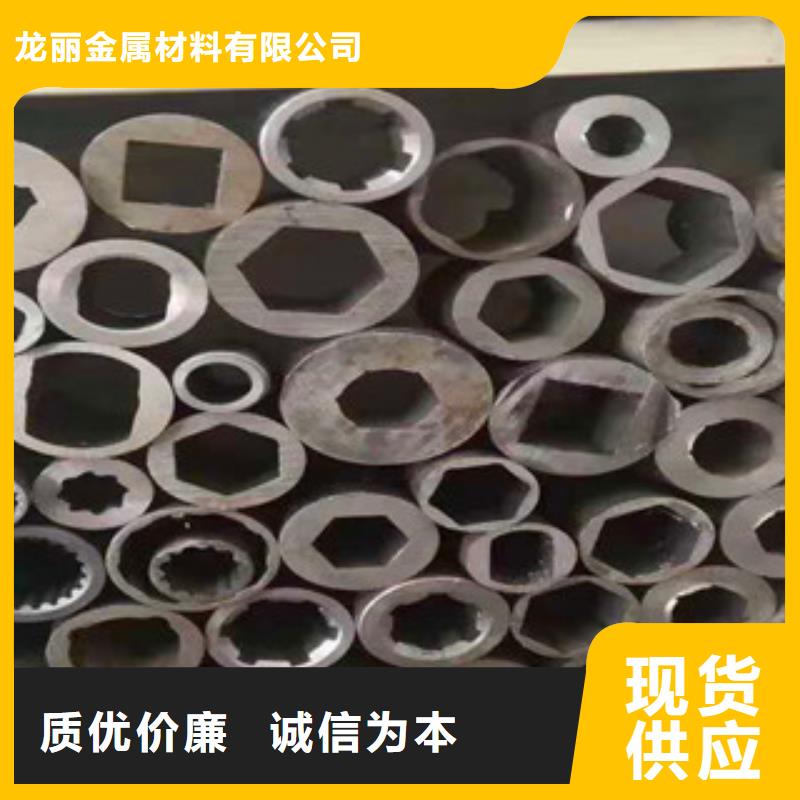
按斷面形狀分類
(1)簡單斷面精密鋼管--圓形精密鋼管、方形精密鋼管、橢圓形精密鋼管、三角形精密鋼管、六角形精密鋼管、菱形精密鋼管、八角形精密鋼管、半圓形鋼圓、其他
(2)復雜斷面精密鋼管--不等邊六角形精密鋼管、五瓣梅花形精密鋼管、雙凸形精密鋼管、雙凹形精密鋼管、瓜子形精密鋼管、圓錐形精密鋼管、波紋形精密鋼管、表殼精密鋼管、其他
3、按壁厚分類--薄壁精密鋼管、厚壁精密鋼管
4、按用途分類--管道用精密鋼管、熱工設備用精密鋼管、機械工業用精密鋼管、石油、地質鉆探用精密鋼管、容器精密鋼管、化學工業用精密鋼管、特殊用途精密鋼管、其他
4.化學成分檢驗
(1)GB3087-82《低中壓鍋爐用無縫精密鋼管》規定。化學成分試驗方法按GB222-84及GB223《鋼鐵及合金化學分析方法》中的有關部分。
(2)GB5310-95《高壓鍋爐用無縫精密鋼管》規定。化學成分試驗方法按GB222-84及《鋼鐵及合金化學分析方法》、GB223《鋼鐵及合金化學分析方法》中的有關部分。
(3)進口鍋爐精密鋼管的化學成分檢驗按合同規定的有關標準進行



精密鋼管生產介紹:
選擇冷拔機道次變形量的影響因素有:金屬的冷加工性能(包括金屬的強度和塑性)、管身強度(拔制時不能出現拔斷現象)、拔管機能力以及選用的拔制方式(見管材冷軋冷拔)和模具類型(見冷拔管工具)。在選擇拔制道次變形量時還應考慮的因素有:連拔道次(道次中間不經熱處理)的多少,熱處理、酸洗、潤滑質量的好壞。
變形道次的確定
變形道次按下式確定:式中為由管料加工到成品的總延伸系數,;F0為管料截面積;Fk為成品管截面積;μc為平均延伸系數。
在采用軋拔結合方案時,可先根據機組中冷軋管機和冷拔管機的配置以及冷軋管機已有的孔型系統等具體條件,確定由冷軋轉為冷拔時中間管的尺寸,然后再分別計算冷軋和冷拔的道次,兩者之和即為總的變形道次。
工藝程序表
表1為拔制25mmx2mm鍋爐管的拔制道次和各道變形量計算。表2為拔制力計算和拔管機選擇。表3為輔助工序和模具類型選擇。