
產品詳細介紹
以下是:數控等離子切割機全自動上料激光切割機品牌大廠家的產品參數
導讀 數控等離子切割機全自動上料激光切割機品牌大廠家,華宇誠數控科技有限公司為您提供數控等離子切割機全自動上料激光切割機品牌大廠家,聯系人:,電話:18986290037、18986290037,QQ:1051088151,請聯系華宇誠數控科技有限公司,發貨地:武漢江夏區廟山工業園特1號發貨到云南省 昆明市 盤龍區、官渡區、西山區、東川區、呈貢區、富民縣、宜良縣、嵩明縣。 云南省,昆明市 昆明地處中國西南地區、云貴高原中部,位于東經102°10'—103°40',北緯24°23'—26°22'之間,處在南北國際大通道和以深圳為起點的第三座東西向亞歐大陸橋的交匯點,是中國面向東南亞、南亞開放的門戶城市,位于東盟“10+1”自由貿易區經濟圈、大湄公河次區域經濟合作圈、泛珠三角區域經濟合作圈的交匯點。中國昆明進出口商品交易會、中國國際旅游交易會、中國昆明國際旅游節使昆明成為中國主要的會展城市之一。
【新品發布,視頻先行!】數控等離子切割機全自動上料激光切割機品牌大廠家產品,等你來探!
以下是:數控等離子切割機全自動上料激光切割機品牌大廠家的圖文介紹

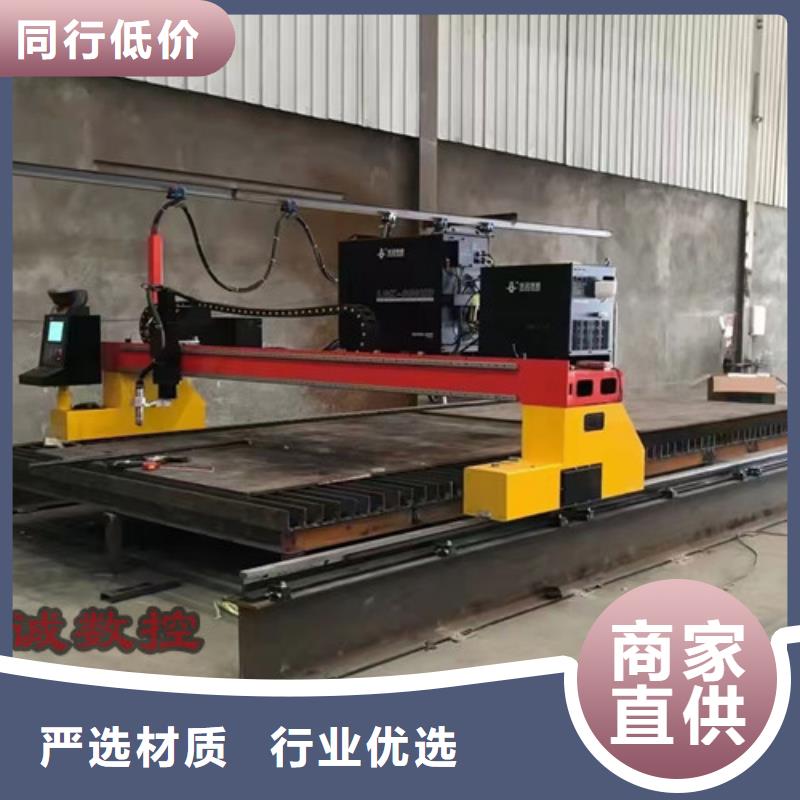
正確設定數控等離子切割機的弧壓自動調高目前數控切割設備在各工業行業的應用逐漸擴大,但在實際應用中操作人員總會遇到各個方面的問題。今天結合我們海斯科技的弧壓調高器來講解一下關于數控切割機自動調高的設定問題。首先將數控等離子切割機系統切割模式設為等離子模式,開啟弧壓調高器電源。接下來就從下面三個方面來設定自動調高器。圖片1.測試手動調高是否運轉正常試按調高器上手動上升(TORCH↑)、下降(TORCH↓)按鈕,觀察割炬運動方向是否正確;在割炬上限位置點按手動上升按鈕,割炬應沒有上升動作,此時按下降按鈕,割炬應下降;在割炬下限位置點按手動下降按鈕,割炬應沒有下降動作,此時按上升按鈕,割炬應上升,確認上限位、下限位動作可靠。若割炬不能上升(或下降),可能是割炬處在上限(下限)位置上,或者上限位開關(下限位開關)損壞。請及時更換損壞的限位開關,否則會因開關不動作導致調高電機損壞。2.初始定位測試按調高器上初始定位(IHS TEST)按鈕,此時,等離子割炬應以初始定位下降脈寬(IHS DOWN PWM)設定的速度向下運動,噴嘴接觸鋼板后停頓,并以初始定位上升脈寬(IHS UP PWM)設定的速度上升定位時間(IHS時間),到達適當的起弧高度停止。起弧高度一般為切割高度的1.5~2倍,根據等離子電源的說明書來設定,如切割高度為1.5mm,其起弧高應該為3mm左右。用戶可以根據切割經驗,調整定位時間來改變起弧高度,以在減少耗材損傷的前提下達到的切割質量。3.弧壓測試按調高器上初始定位(IHS TEST)按鈕,使割炬到達起弧高度,再點按調高器上弧壓測試(ARC TEST)按鈕,起弧成功,觀察弧壓監視窗口中測到的弧壓值。檢測到的弧壓值應該與弧壓設定值相近。若兩者相差太大,請調整弧壓設定值,使之相近,否則,會引起切割時切割高度太高或使割炬在切割過程中撞板,兩種方式下,都會導致切割質量下降,并引起割炬耗材的嚴重損傷 。經過以上測試后,我們就可以開始正式切割了。實際使用中,切割的具體參數和割炬易損件,輸入電壓,空氣壓力...都有關系,操作人員應該積極去了解和學習設備的相關專業知識,從而積累一些使用經驗。以便讓設備發揮出更好的使用效果!


數控等離子切割機與激光切割機的比較
數控等離子切割機是一種新型的熱切割設備,它的工作原理是以壓縮空氣為工作氣體,以高溫高速的等離子弧為熱源、將被切割的金屬局部熔化、并同時用高速氣流將已熔化的金屬吹走、形成狹窄切縫。
等離子切割機可用于不銹鋼、鋁、銅、鑄鐵、碳鋼等各種金屬材料切割,不僅切割速度快、切縫狹窄、切口平整、熱影響區小,工件變形度低、操作簡單,而且具有顯著的節能效果。等離子切割機適用于各種機械、金屬結構的制造、安裝和維修,作中、薄板材的切斷、開孔、挖補、開坡口等切割加工。
激光切割是利用高功率密度的激光束掃描過材料表面,在極短時間內將材料加熱到幾千至上萬攝氏度,使材料熔化或氣化,再用高壓氣體將熔化或氣化物質從切縫中吹走,達到切割材料的目的。
激光切割,由于是用不可見的光束代替了傳統的機械刀,激光刀頭的機械部分與工作無接觸,在工作中不會對工作表面造成劃傷;激光切割速度快,切口光滑平整,一般無需后續加工;切割熱影響區小,板材變形小,切縫窄(0.1mm~0.3mm);切口沒有機械應力,無剪切毛刺;加工精度高,重復性好,不損傷材料表面;數控編程,可加工任意的平面圖,可以對幅面很大的整板切割,無需開模具,經濟省時。
就切割精度而言,等離子能達到1mm以內,激光能達到0.2mm以內;在成本上等離子切割機相對于激光切割機來說要便宜的多,在加工精度上等離子切割相對于激光切割一個是粗加工,一個是精細加工!
等離子切割是利用高溫等離子電弧的熱量使工件切口處的金屬局部熔化(和蒸發),并借高速等離子的動量排除熔融金屬以形成切口的一種加工方法。
等離子切割發展到現在,等離子切割機可采用的工作氣體(工作氣體是等離子弧的導電介質,等離子切割機又是攜熱體,同時還要排除切口中的熔融金屬)對等離子弧的切割特性以及切割質量、速度都有明顯的影響。常用的等離子弧工作氣體有氬、氫、氮、氧、空氣、水蒸氣以及某些混合氣體。
等離子切割機廣泛運用于汽車、機車、壓力容器、化工機械、核工業、通用機械、工程機械、鋼結構等各行各業!



華宇誠數控科技有限公司是一家以 云南昆明大功率激光切割機的生產、營銷于一體的綜合性廠家。其中 云南昆明大功率激光切割機引用國內外的研發技術,公司每個生產階段都遵守了嚴格的生產規范。本公司以科學的管理、的檢測、周到的服務滿足廣大客戶的需求,在本行業中一直擁有良好的聲譽,并贏得了客戶的廣泛好評。現代企業的管理方法,立足于產品的質量管理。以其優異的品質、新穎的設計、合理的價格、完善的服務是公司不斷孜孜追求的目標。


數控等離子切割機噴嘴高度
數控等離子切割機噴嘴高度是指噴嘴端面與切割表面的距離,它構成了整個弧長的一部分。由于等離子弧切割一般使用恒流或陡降外特征的電源,噴嘴高度增加后,電流變化很小,但會使弧長增加并導致電弧電壓加大,從而使電弧功率提高;但同時也會使暴露在環境中的弧長增長,弧柱損失的力量增多。
在兩個因素綜合作用的情況下,前者的作用往往完全被后者所抵消,反而會使有效的切割力量減小,致使切割能力降低。通常表現是切割射流的吹力減弱,切口下部殘留的熔渣增多,上部邊緣過熔而出現圓角等。另外,從等離子射流的形態方面考慮,射流直徑在離開割炬口后是向外膨脹的,噴嘴高度的增加必然引起切口寬度加大。所以,選用盡量小的噴嘴高度對提高切割速度和切割質量都是有益的,但是,噴嘴高度過低時可能會引起雙弧現象。采用陶瓷外噴嘴可以將噴嘴高度設為零,即噴口端面直接接觸被切割表面,可以獲得很好的效果。



總結 數控等離子切割機全自動上料激光切割機品牌大廠家_華宇誠數控科技有限公司,固定電話:18986290037,移動電話:18986290037,聯系人:,QQ:1051088151,江夏區廟山工業園特1號 發貨到 云南省昆明市。