



更新時間:2025-01-07 06:34:14 瀏覽次數:16 公司名稱:聊城 金杰金屬制造有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 297 |
| 發貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運費說明 | 電議 |
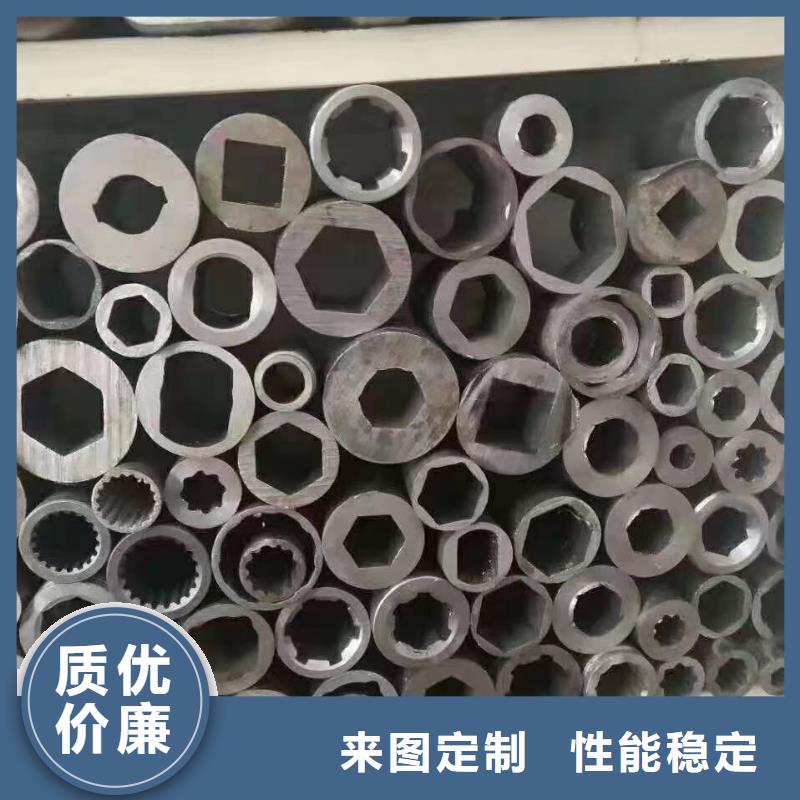
| 規格 | 6mm-130mm |
| 材質 | 20#.45#.q345b16mn.20cr.40cr.35crmo.42crmo等 |
| 產地 | 山東聊城 |
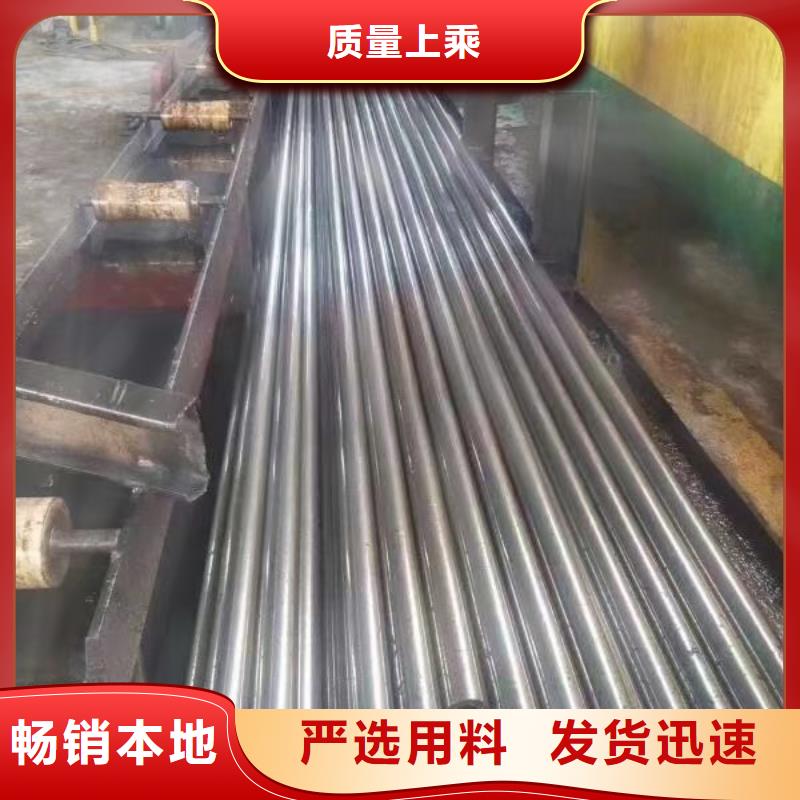
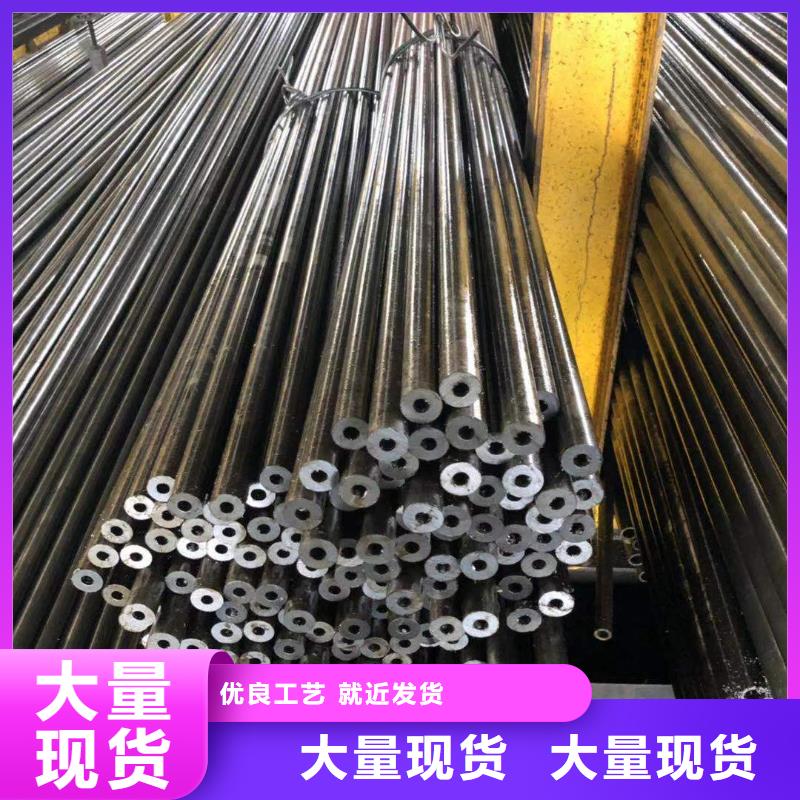
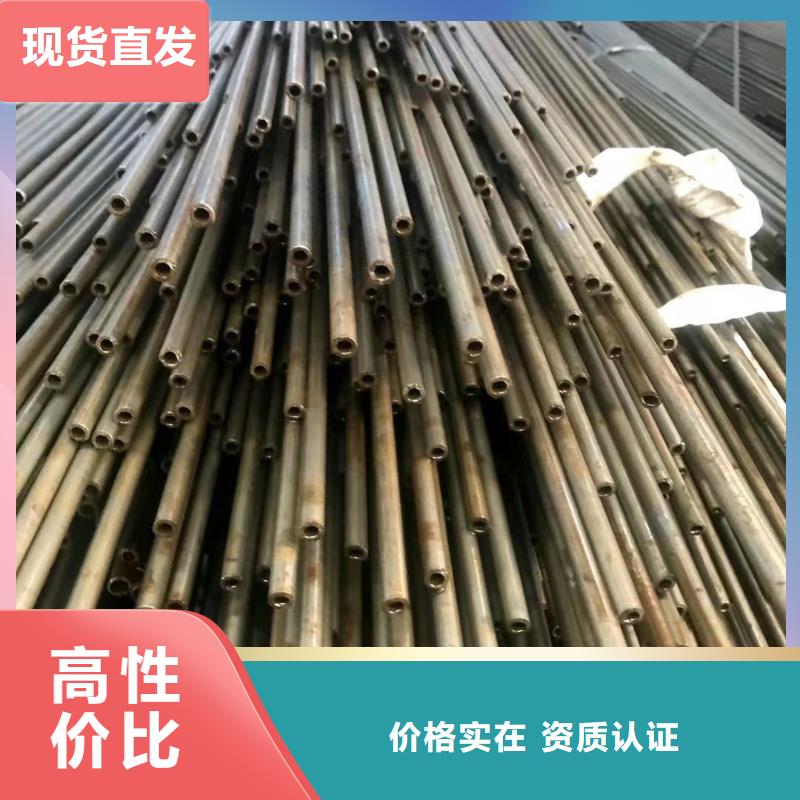
| 類型 | 精軋無縫鋼管,冷拔精密無縫鋼管 |
| 品牌 | 優質品 |
| 型號 | 各種 |
| 可定制 | 是 |
| 用途范圍 | 汽車配件,機械加工,高壓防爆油管,鋼筋套筒 |
| 計重方法 | 過磅 |



現在市面上生產的精密管精密無縫管,大多數都是采用熱處理工藝制造而成的,前奏需要進行真空退火,退火的溫度越低,則對于真空度的要求越高,在此過程中,需要經過極為復雜的過程,相對而言,精密管對于技術方面的要求要高出許多,所以,這種管道材料在質量的方面才會具有如此顯著的優勢。
對精密鋼管的質量進行考察,還必須要考慮到冷變形強化方面的內容和意義,首先是需要考慮到強化的具體材料和手段,因為有很多的材料是不能利用熱處理的方法來進行強化的,因此,這種冷變形的強化方式就顯得尤為重要了,再從更為長遠的方向來進行考慮,冷處理方法能夠精密管在使用過程中的性,因此,這種管道材料的優勢顯得更為明顯,所以,推廣度也比較高
隨著科技的不斷發展,精密管的冷彎工藝也有了革命性的發展,需在冷彎孔型的設計中加入定位裝置,這樣的設計更為合理,也能更好地孔型材料造成的差異和不同。目前的市場中,對于高強度精密管的需求在不斷增加,因此對于抗彎模量的要求也有顯著的,相比之下,彎角的角度會比較難以掌握,所以,更多的是需要在生產的過程中進行調節和修正。
首先,成型道次的量必須要增加,其次,有必要食用矯直機進行矯正,這樣生產出的精密管才能擁有更高的質量,由于設計和再實際應用上的需求,需要的精密管盡可能要更高的強度,同時,也要不斷完善精密管在制作過程中的冷彎工藝,這樣就能有效的保證精密管在質量的,擴大這種管道材料在業界的廣泛用途。





金杰金屬制造有限公司位于山東聊城。交通便利,地理位置優越!具有良好的生產經營環境。公司本著“專業造就精品,誠信贏得未來”管理理念,以先進的生產裝備,“以質興業,以優取勝”,面向產品的多元化,國際化邁進。公司始終堅持以市場為導向,以滿足客戶需求為宗旨,通過科技創新,不斷研發及引進國內外先進的技術及設備;真正為客戶做到質量保證、供貨及時、售后!本著分工合作、共享俱榮的服務理念,必將與您成為永遠的朋友,忠實的伙伴,期待與您共同發展!主要產品為: 黑龍江黑河Q345B角鋼系列產品。


在精密鋼管和機械部件的加工中, 光滑的表面是一種理想狀態,實際上永遠都達不到,精密鋼管的表面光潔度一般是0.2~0.8,具體的還是要看客戶的具體的要求,然后簽定一個合理的數值。經過加工的工件和鋼管,無論看起來多么光滑,表面一定會產生高低起伏的現象。這種現象產生的原因主要有:加工過程中的刀痕和模具的壓痕;切屑分離時的塑性變形;刀具和被加工表面的摩擦;工藝系統中的高頻振動等。

表面粗糙度、波紋度、形狀誤差
如果放大來看,機加零件表面的高低起伏,實際上是由許多小的凸峰和凹谷組成。按其幾何形狀特征的不同,我們把機加零件表面形貌分為表面粗糙度、表面波紋度和形狀誤差。
>>波距小于1mm,屬于觀幾何形狀誤差——表面粗糙度。
>>波距介于1~10mm的并呈周期性變化的——表面波紋度。
>>波距10mm以上的且不呈明顯周期性變化的——宏觀的幾何形狀誤差。

相比較波紋度和形狀誤差,表面粗糙度實際上是極細的不平,波距小于1mm,肉眼已無法識別,必須借助工具才能觀察清楚。
表面粗糙度-評定參數:Ra、Rz、Ry
零件表面粗糙度是評定零件表面質量的一項技術指標,零件表面粗糙度要求越高(即表面粗糙度參數值越小),則其加工成本也越高。
表面粗糙度的單位是米(μm),即0.001mm。通常有如下三種評定參數:
輪廓算術平均偏差Ra指在一定的取樣長度內,輪廓上各點到輪廓中線距離 值的平均值。
Ra能充分反映表面觀幾何形狀高度方面的特性,但因受計量器具功能的限制,不用作過于粗糙或太光滑的表面的評定參數。

觀不平度十點平均高度Rz指在取樣長度內5個 的輪廓峰高平均值與5個 輪廓谷深平均值之和。
Rz只能反映輪廓的峰高,不能反映峰頂的尖銳或平鈍的幾何特性,同時若取點不同,則所得Rz值不同,因此受測量者的主觀影響較大。
輪廓 度Ry在取樣長度內,輪廓的峰頂線和谷底線之間的距離。
Ry是觀不平度十點中 點和 點至中線的垂直距離之和,因此它不如Rz值反映的幾何特性準確,它對某些表面上不允許出現較深的加工痕跡和小零件的表面質量有實用意義。
表面粗糙度-圖紙標示

表面粗糙度-測量方法
比較法:將被測表面和表面粗糙度樣板直接進行比較,多用于車間,評定表面粗糙度值較大的工件。
光切法:利用光切原理,用雙管顯鏡測量。常用于測量Rz為0.5~60μm。
干涉法:利用光波干涉原理,用干涉顯鏡測量。可測量Rz和Ry值。
針描法:是利用金剛石觸針在被測表面上輕輕劃過,從而測出表面粗糙度Ra值的一種方法。
表面粗糙度-性能影響
表面粗糙度對零件的影響主要表現在以下幾個方面:
影響耐磨性
表面粗糙度太大和太小都不耐磨。
表面越粗糙,配合表面間的有效接觸面積越小,壓強越大,摩擦阻力越大,磨損就越快。
表面粗糙度太小,也會導致磨損加劇。因為表面太光滑,存不住潤滑油,接觸面間不易形成油膜,容易發生分子粘結而加劇磨損。
影響配合的穩定性
對間隙配合來說,表面越粗糙,就越易磨損,使工作過程中間隙逐漸增大;對過盈配合來說,由于裝配時將觀凸峰擠平,減小了實際有效過盈,降低了連接強度。
影響疲勞強度
粗糙零件的表面存在較大的波谷,它們像尖角缺口和裂紋一樣,對應力集中很敏感,從而影響零件的疲勞強度。
影響耐腐蝕性
粗糙的零件表面,易使腐蝕性氣體或液體通過表面的觀凹谷滲入到金屬內層,造成表面腐蝕。
影響密封性
粗糙的表面之間無法嚴密地貼合,氣體或液體通過接觸面間的縫隙滲漏。
影響接觸剛度
接觸剛度是零件結合面在外力作用下,抵抗接觸變形的能力。機器的剛度在很大程度上取決于各零件之間的接觸剛度。
影響測量精度
零件被測表面和測量工具測量面的表面粗糙度都會直接影響測量的精度,尤其是在精密測量時。
此外,表面粗糙度對零件的鍍涂層、導熱性和接觸電阻、反射能力和輻射性能、液體和氣體流動的阻力、導體表面電流的流通等都會有不同程度的影響。
幾種常見材料的表面粗糙度



