
為了給您提供更的【護欄波形護欄安裝廠家符合行業標準】產品信息,我們上傳了的產品視頻。請花幾分鐘時間觀看,您會發現更多驚喜。
以下是:【護欄波形護欄安裝廠家符合行業標準】的圖文介紹
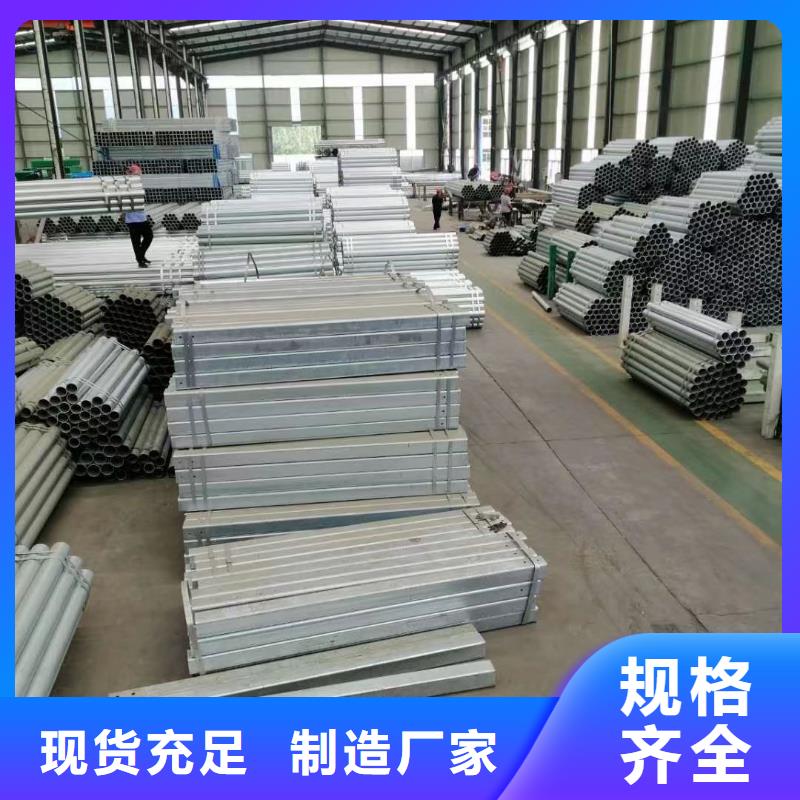
專業銷售 四川樂山波形護欄立柱廠家、波形護欄板、波形護欄、三波波形護欄。
廣順交通設施有限公司
將繼續秉持“追求卓越,永續經營”的經營理念,立足市場,挑戰自我,服務客戶,堅定不移地做中國的不銹鋼材料供應商。
經營宗旨:的品質和服務創造企業品牌。
經營理念:以人為本,開拓創新,持續改進,追求卓越。
質量方針:弘揚品質精神,構建完善的質量管理體系,把品質戰略貫穿于公司日常工作的各個細節中。
環境方針:遵守法規,減廢防污,持續改進,綠色環保。
公司理念:誠信經營貼心的服務誠心的交流,顧客滿意是企業永恒的追求



材料根據施工圖紙和設計要求,采購工程所需各種原材料。欄桿確定材料符合圖紙設計要求無誤后,才得進入加工車間加工制作,確保不合格材料不進現場使用。制作工藝各項欄桿按照圖紙設計要求并根據圖紙所示圖樣和現場實際規格尺寸制作。 材料進入現場制作安裝之前做防銹處理,制作過程中,定位尺寸要準確,該磨口的地方磨口。保證角度拼裝準確精細。進行拼裝時,焊接部位要焊平,對接部位要嚴密,保證平整度橫平豎直。焊接部位的焊口必須滿焊,做到焊口無斷縫,漏焊,無沙眼,焊口要打磨光滑,平整度達標。 護墻欄桿加工為半成品用鋼絲輪除銹,表面進行防銹處理完好后再做面漆處理,保證欄桿表面的整潔。施工:項目負責人人,負責人人,焊工人,安裝工人,油漆工人。主要機具安排:預埋件及鐵藝護欄安裝水平安裝工藝鐵藝護欄均按照所提供的標準線為欄桿安裝水平標準。 安裝工藝產品到達施工現場后按圖紙上所規定的位置及尺寸準確安裝就位,確定好標高及垂直平整度。應按照甲方要求與圖紙設計要求進行定位,確保達到設計要求與驗收規范。預埋件安裝根據圖紙設計要求和施工現場的實際情況準確無誤的定位,避免造成不在一條平行線上。



焊接時盡量做到不擺動、 多道焊接, 以減少焊接過程中的成分稀釋。 不銹鋼復合鋼管的焊接坡口原則上采用機械加工, 在施工現場時也可采用等離子弧切割和火焰切割等方法來加工坡口, 但是需要留有足夠的加工余量以備坡口加工面的氧化層和過熱層。 從焊接工藝的角度,不銹鋼復合鋼管可以采用焊條電弧焊進行焊接, 也可以采用埋弧焊結合焊條電弧焊的焊接工藝。 內襯不銹鋼復合鋼管過渡層的熔融金屬成分復雜,為了使金屬成分的梯度不至于過大, 因此, 采用熱輸入稍大的 SMAW 焊。 過渡層焊接的焊條宜選擇工藝性能較好的酸性焊條 E4303, 標準 2.5 mm。 不銹鋼復合鋼管采用 V 形坡口單面焊接工藝時, 基層部分的焊接也應選取高鉻鎳奧氏體焊材, 否則會在基層與過渡層及坡口部分焊縫熔合區形成馬氏體組織, 甚至出現微裂紋。 為減小焊縫金屬熔合比, 基層焊接應采用較小的焊接線能量分道焊接, 盡可能地減少電弧在坡口處的停留時間。


因此, 要想很好地完成不銹鋼復合管過渡層的焊接, 對于焊接材料的選取(根據舍弗勒相圖)、 焊工的資質、 焊接坡口型式、 及焊接工藝參數都有特定的要求。 為了避免不銹鋼層與基體界面處出現的合金元素的稀釋、 碳元素的遷移等, 過渡層的焊接是保證復合管焊接質量的關鍵。 [8] 由于內襯不銹鋼復合鋼管生產工藝和技術的限制, 目前, 國產的復合管的基層和復合層還不能完全熔焊在一起, 因此在實際焊接中具有一定難度。 內襯不銹鋼復合鋼管的復合層和基層之間沒有熔焊在一起, 所以在組對焊接前必須進行封焊, 根據不銹鋼管的焊接特點, 在焊接過程中當熱輸入較大, 冷卻較慢時, 易產生熱裂紋、 變形等缺陷。 而 GTAW 焊的熱輸入較小, 且氬氣流除可以保護高溫金屬外, 還具有一定的冷卻作用, 能提高焊縫抗裂能力, 同時鎢極電弧穩定, 即在很小的焊接電流下仍可穩定燃燒, 特別適用于薄壁管的焊接。 因此, 封焊層采用 GTAW 焊接。 鎢極直徑根據管壁厚選擇, 管壁越厚所需焊接電流越大, 即鎢極直徑越大。 因襯管壁厚為 1.5~2mm (襯管厚度), 因此, 采用準 2.5 mm 的 WCe-20 鎢極, 噴嘴直徑為 10 mm。


