


走進真實的場景,感受產品的獨特魅力!我們的【數控等離子切割機光纖激光機多年行業經驗】視頻將帶您深入了解產品的每一個細節,讓您對其優點和特點一目了然。
以下是:【數控等離子切割機光纖激光機多年行業經驗】的圖文介紹


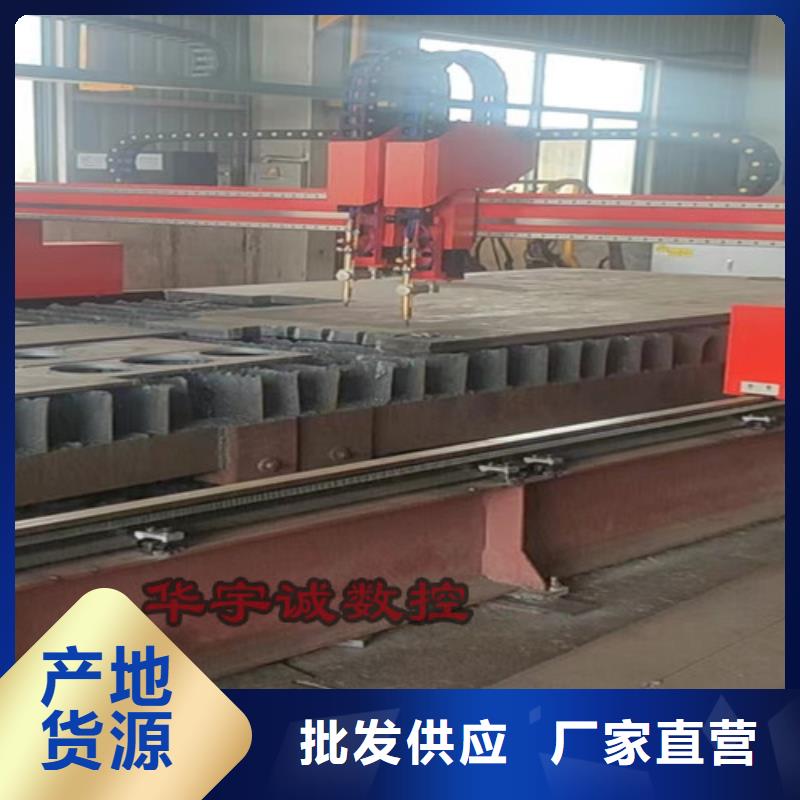
多年來,華宇誠數控科技有限公司始終致力于新 天津大功率激光切割機產品的開發和新技術的應用,不斷更新設備,引進各方面的人才,現已成為 天津大功率激光切割機行業中的骨干企業之一。
公司以其可靠的質量、優良的服務和誠實守信的發展戰略,贏得了廣大用戶的青睞。公司秉承“以誠相待、以信相交、互惠互利、共同發展”的經營理念,“以客戶為中心、以市場為導向、以質量求生存”的企業宗旨,不斷吸收國內外先進技術,在實踐中完善自己,不斷向社會推出質量可靠的 天津大功率激光切割機,期待與新老朋友共謀發展,共創大業!


數控等離子切割機的型號有哪些?如何選擇?數控等離子切割機的型號有哪些?一般而言不同的數控等離子切割機的型號都是廠家決定的,所以你需要根據自己選擇的廠家,來看看到底有什么型號的切割機,當然,像是數控系統這樣的東西一般都是相同的,例如上海交大的數控系統,型號的話,可以在“信爾切割機產品大全”里面查找適合自己的切割機型號。那么,如何選擇合適的數控等離子切割機型號呢?數控等離子切割機的型號有哪些?人們都有一個普遍的概念,利用數控設備可以獲得高精度、效率高。在同類設備中,進口設備和檔次高布置的設備精度更高,生產效率更高。但是,數控火焰和等離子切割機卻完全不這樣做。在數控火焰切割和等離子切割中,斷續寬度受到斷續等諸多因素的影響,所以無論設備本身的精度有多高,被它切割的零件精度,誤差一般在±0.5mm左右,而且誤差比設備本身高出幾個數量級。即便是斥巨資進口的數控等離子切割機,也不過幾百萬元。這是由火焰或等離子切割方式決定的,不可避免地無法達到其他數控設備如數控車床的高加工精度。換句話說,不管是6級還是8級,這個裝備本身的精度都不是那么重要。從生產效率的角度看,切割速度的快慢完全取決于板材厚度、零件數量、氧氣純度和氣體質量等因素,以火焰切割為例,設備的行走速度需要滿足和適應切割技術的要求。換句話說,切割效率與設備本身沒有直接關系。當然,數控等離子切割機表現出了相當高的精度和效率,但這并不是大眾所具有的提高機床加工精度和效率的概念,而是與人工切割相比。從以上分析可以看出,各廠家生產的數控等離子切割機在切割精度和生產效率上沒有明顯差異。即使是小到萬元的小型數控,與進口的昂貴大型數控相比,加工零件的精度、粗糙度和生產效率也沒有明顯的差別。因此,由于機械加工技術的這種局限性,對于原本只能做粗加工的設備和加工中樞等精加工設備,一味追求所謂的檔次高布局,提高加工精度和效率是不科學的。比較貴的裝備不是制造裝備,而是那個裝備是檔次高裝備。衡量一臺設備是否檔次高,評價的依據不是所使用的設備是否昂貴,而是設備的可靠性和使用效果(其加工產品的精度、粗糙度和生產效率)。對于這樣的設備,在滿足各道工序的切割要求后,系統追求的要點是:要有一定的技術含量。數控下料的切割環境較差,粉塵較大,溫度變化較大,設備運行過程中存在振動,因此系統的可靠性非常重要。硬件和軟件的性能可以很好地滿足切割的各種工藝要求。方便的圖形輸入,良好的操作性能,符合中國國情,使現場操作人員的操作和維護更加方便。它具有很好的可操作性。例如,焊槍有各種必要的移動定位和控制關鍵操作。數控等離子切割機本身就是粗加工,客戶在選擇的時候,一定要保證對產品的精度沒有很高的要求。線切割電火花加工的精度比較高,但切割速度比較慢。有些客戶不一定會想到切割機和電源的問題。 切割機保證了切割精度,但電源保證了切割厚度、坡度、毛刺和塞子等問題。因此,在進行選擇的時候,你需要注意的是,準確率是不是夠高?通常情況下,鋼材的比較大切削長度和寬度。這樣你就可以選擇你需要的產品。




正確設定數控等離子切割機的弧壓自動調高目前數控切割設備在各工業行業的應用逐漸擴大,但在實際應用中操作人員總會遇到各個方面的問題。今天結合我們海斯科技的弧壓調高器來講解一下關于數控切割機自動調高的設定問題。首先將數控等離子切割機系統切割模式設為等離子模式,開啟弧壓調高器電源。接下來就從下面三個方面來設定自動調高器。圖片1.測試手動調高是否運轉正常試按調高器上手動上升(TORCH↑)、下降(TORCH↓)按鈕,觀察割炬運動方向是否正確;在割炬上限位置點按手動上升按鈕,割炬應沒有上升動作,此時按下降按鈕,割炬應下降;在割炬下限位置點按手動下降按鈕,割炬應沒有下降動作,此時按上升按鈕,割炬應上升,確認上限位、下限位動作可靠。若割炬不能上升(或下降),可能是割炬處在上限(下限)位置上,或者上限位開關(下限位開關)損壞。請及時更換損壞的限位開關,否則會因開關不動作導致調高電機損壞。2.初始定位測試按調高器上初始定位(IHS TEST)按鈕,此時,等離子割炬應以初始定位下降脈寬(IHS DOWN PWM)設定的速度向下運動,噴嘴接觸鋼板后停頓,并以初始定位上升脈寬(IHS UP PWM)設定的速度上升定位時間(IHS時間),到達適當的起弧高度停止。起弧高度一般為切割高度的1.5~2倍,根據等離子電源的說明書來設定,如切割高度為1.5mm,其起弧高應該為3mm左右。用戶可以根據切割經驗,調整定位時間來改變起弧高度,以在減少耗材損傷的前提下達到的切割質量。3.弧壓測試按調高器上初始定位(IHS TEST)按鈕,使割炬到達起弧高度,再點按調高器上弧壓測試(ARC TEST)按鈕,起弧成功,觀察弧壓監視窗口中測到的弧壓值。檢測到的弧壓值應該與弧壓設定值相近。若兩者相差太大,請調整弧壓設定值,使之相近,否則,會引起切割時切割高度太高或使割炬在切割過程中撞板,兩種方式下,都會導致切割質量下降,并引起割炬耗材的嚴重損傷 。經過以上測試后,我們就可以開始正式切割了。實際使用中,切割的具體參數和割炬易損件,輸入電壓,空氣壓力...都有關系,操作人員應該積極去了解和學習設備的相關專業知識,從而積累一些使用經驗。以便讓設備發揮出更好的使用效果!

