
聯系我們

當前位置:
聊城 鵬鑫鋼鐵有限公司 >
通化本地行業熱點
管線管_【焊管】廠家實力雄厚
更新時間:2025-01-17 18:44:26 瀏覽次數:7 公司名稱:聊城 鵬鑫鋼鐵有限公司
以下是:管線管_【焊管】廠家實力雄厚的產品參數
| 產品參數 | |
|---|---|
| 產品價格 | 電議 |
| 發貨期限 | 電議 |
| 供貨總量 | 10000噸 |
| 運費說明 | 電議 |
| 最小起訂 | 0 |
| 質量等級 | 一級 |
| 是否廠家 | 是 |
| 產品材質 | L245、L290、L360等 |
| 產品品牌 | 鵬鑫 |
| 產品規格 | 齊全 |
| 發貨城市 | 山東聊城 |
| 產品產地 | 山東聊城 |
| 加工定制 | 是 |
| 產品型號 | 齊全 |
| 可售賣地 | 全國 |
| 產品顏色 | 黑色 |
| 適用領域 | 用于石油、天然氣工業中的氣、水、油輸送等 |
| 是否進口 | 否 |
以下是:管線管_【焊管】廠家實力雄厚的圖文視頻

今年在吉林省通化市購買管線管_【焊管】廠家實力雄厚有了新選擇,鵬鑫鋼鐵有限公司始終堅守以用戶為中心的服務理念,將品質作為發展的基石。廠家直銷,確保為您提供價格實惠且品質卓越的管線管_【焊管】廠家實力雄厚產品。如需購買或咨詢,請隨時聯系我們,聯系人:李經理-15106358106,QQ:595117986,地址:聊城山東聊城經濟開發區武夷山路發貨到吉林省 通化市 東昌區、二道江區、輝南縣、柳河市、梅河口市、集安市。 吉林省,通化市 通化市,吉林省轄地級市,別稱北國山城,位于吉林省東南部,東接白山市,西與本溪市、撫順市、丹東市相鄰,南與朝鮮民主主義人民共和國的慈江道隔鴨綠江相望,北連遼源市和吉林市,三分之二以上面積為山區,屬長白山系,屬中溫帶濕潤氣候區,總面積15195平方千米。截至2022年10月,全市轄2個區、3個縣,代管2個縣級市。截至2022年底,全市戶籍總人口為151.68萬人。
想要更直觀地了解管線管_【焊管】廠家實力雄厚產品的特點和功能嗎?我們為您準備了視頻介紹,相較于圖文,視頻更能讓您輕松掌握產品的核心賣點。
以下是:管線管_【焊管】廠家實力雄厚的圖文介紹
鵬鑫鋼鐵有限公司專業從事 吉林通化焊管的生產廠家。公司從成立之日起,秉著”產品品質,滿足客戶需求”的原則,以人為本,實施人性化管理,全新全意為客戶服務,積j i推動行業發展。“專業、誠信、、共贏”我們在廣泛的領域里尋求真誠的合作,在此,經理攜全體員工,將憑借良好的信譽,雄厚的實力,優質的產品,低廉的價格服務于廣大用戶。謹向對企業一貫給予關懷、支持和幫助的新老朋友和廣 大客戶表示衷心的感謝!并真誠希望與之建立長期的合作關系,互惠互利,共求發展。


L245N管線管激光切割方法 L245N管線管是用不銹鋼鑄件或耐磨橡膠精軋管經破孔制成毛管,接著經熱扎、冷軋或冷撥制成。L245N管線管光纖激光切割的形式有很多種多樣。下面為大伙兒詳解廣泛的L245N管線管激光切割方法。 1運用數控鋸床。數控鋸床的特征是傷口齊整方便快捷與施工工地電焊焊接,缺點是效率高太低,也就是比較慢。 2、運用人氣力光纖激光切割。特點是快,效率高,缺點是割出入口的表面呈現鋸齒形模樣,防礙與建筑施工。 3、運用管道行走式自動切割機。運用管道行走式自動切割機的特征是耗費劃算,割出入口光滑齊整,經歷運用管道行走式自動切割機光纖激光切割以后無縫拼接L245N管線管的不銹鋼板材L245N管線管和運用數控鋸床的割口沒有較大的區別。



L360N管線管的焊接技巧: 1、監管電焊焊接工作人員在焊補時是不是先將爐渣整潔、是不是已解決連接頭,焊縫處是不是有機油、銹跡、渣、水、漆等廢棄物。 2、對電焊焊接自然環境開展監管,當電焊焊接自然環境不太好(環境溫度小于0℃、空氣濕度超過90%)時要采取有效對策后開展電焊焊接。 3、監管電焊焊接工作人員在埋弧全自動里外電焊焊接時充裕運用無縫鋼管管端引弧板長短,里外電焊焊接時引弧板的應用速度,這有利于提高液壓鋼管電焊焊接。 4、預焊前先檢測焊縫規格,包含空隙、鈍邊、視角及錯口等能否合乎技術規定。 5、在埋弧全自動里外電焊焊接操作過程中采用的點焊電流量、電焊焊接工作電壓、電焊焊接速率等技術主要參數是不是恰當。 6、依據焊接工藝規程核查焊條和助焊劑的尺寸是不是恰當,避免錯用焊條和助焊劑而導致電焊焊接事故。


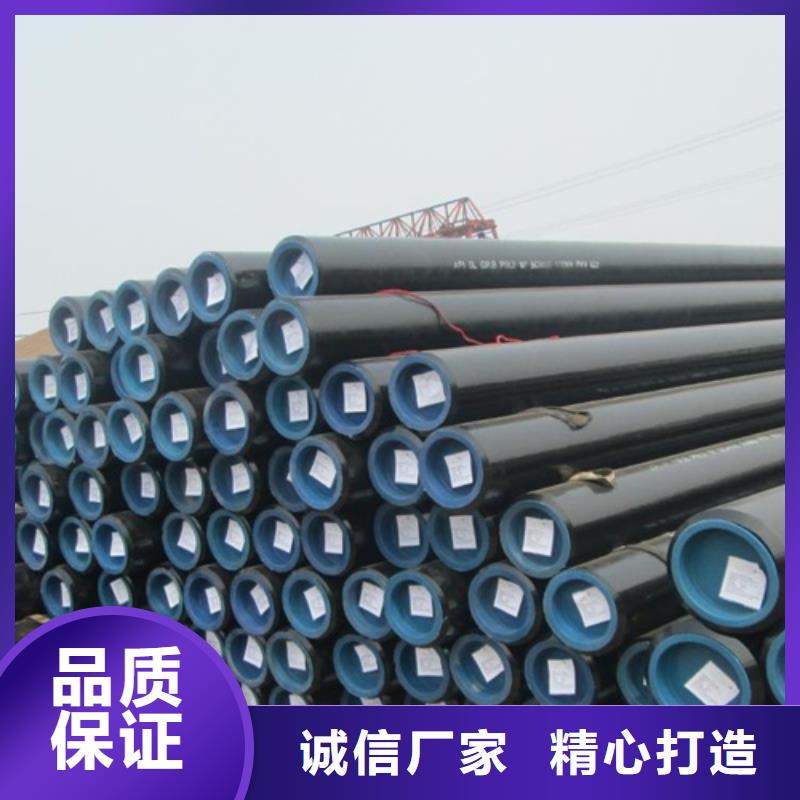
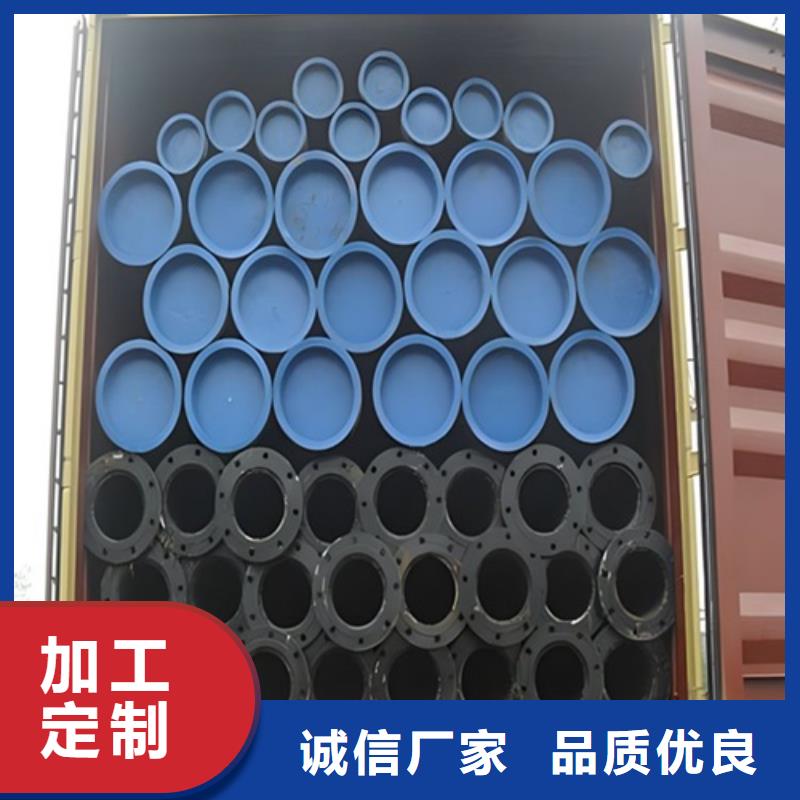
管線管是把抽出地面的油、氣或水,通過管線管輸送到石油和天然氣工業企業。管線管包括無縫和焊接管兩種,其管端有平端、帶螺紋端和承口端;其連接方式為端頭焊接、接箍連接、承插連接等。 管線管中溫回火所得組織為回火屈氏體。其目的是獲得高的屈服強度,彈性極限和較高的韌性。因此,它主要用于各種GB/T9711.1管線鋼管和熱作模具的處理,回火后硬度一般為HRC35-50。 管線管規格:8-1240×1-200mm、美標規格:1/4〃-28〃,13.7-711.2mm 執行標準: API SPEC 5L GB/T9711.1 GB/T9711.2



管線管電焊焊接濺出的方法 管線管電焊焊接濺出的危害主要表現在:減少電焊焊接熔敷率,減少電焊焊接生產效率;濺出物易黏附在焊接件和噴頭上,危害激光焊接品質,使電焊焊接工作標準下降及施工時間;電焊焊接熔合不穩定,造成焊接外觀設計比較不光滑等缺點。要避免濺出的產生,下列五個對策應當對您有些協助: (一)管線管電弧焊中,針對每一種孔徑焊條的濺出率和電焊焊接電流量中間都具有著一定的規律性:在小電流量區濺出率較小,進到大電流量區濺出率也較小,而正中間區濺出率大。因此在挑選電焊焊接電流量時,應盡量繞開濺出率高的電流量地區。 (二)焊條外伸長短應盡量減少,可以更合理地降低管線管電焊焊接濺出。 (三)氣體保護焊機選用正正負極時因為電孤受陽極氧化色斑工作壓力危害,濺出猛增且顆粒物大,因而一般選用直流電反正負極接線方法。 (四)在電焊焊接控制回路中串連大的電感器。選用中等水平電流量標準氣體保護焊時,因弦長較短,與此同時熔滴和熔合都是在不斷地健身運動,熔滴與熔合非常容易產生短路故障全過程,因此氣體保護焊除大滴狀抵觸銜接外,也有一部分熔滴是短路故障銜接,在電焊焊接控制回路中串連大一些的電感器,使短路容量升高速度比較慢一些,那樣可以恰當地降低管線管電焊焊接濺出。 (五)氣焊槍豎直電焊焊接管線管時濺出量少,歪斜視角越大,濺出就越大。根據實踐經驗證明,氣焊槍前伸或后傾好不超過20°,大不可以高于25°。

鵬鑫鋼鐵有限公司【15106358106】在吉林省通化市本地專業從事管線管_【焊管】廠家實力雄厚,價格低,發貨快,效果好 ([城市群])可送貨上門。