


想要了解繞筋機不用整捆切鋼筋鋸床的圖文介紹產品嗎?點擊觀看我們上傳的視頻介紹,它將用更直觀的方式展現產品的特點和優勢,讓您對產品有更深入的了解。
以下是:繞筋機不用整捆切鋼筋鋸床的圖文介紹的圖文介紹


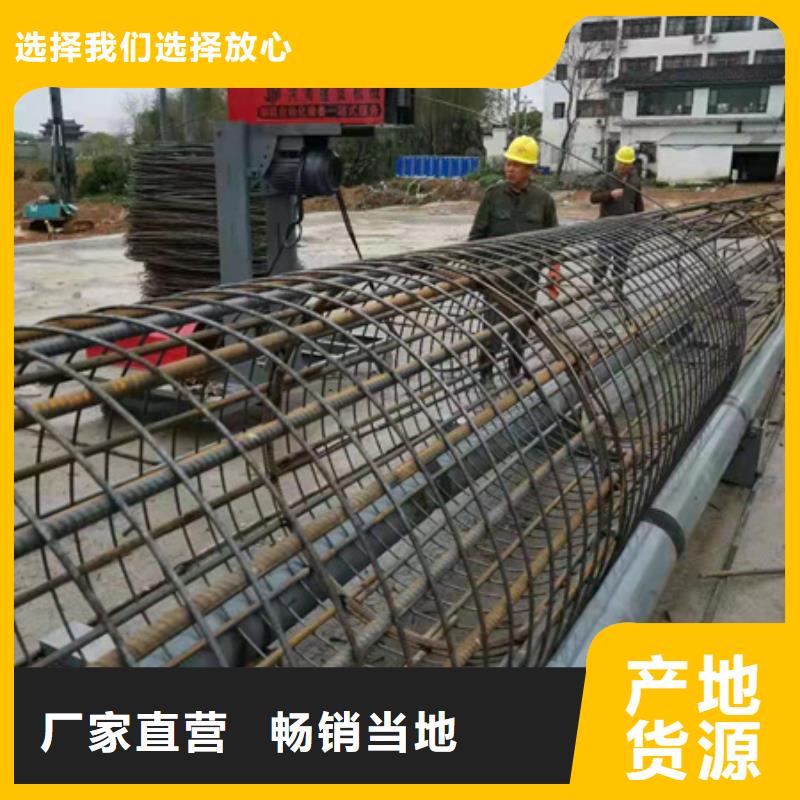
機器上骨架制作過程;備齊一節鋼筋籠所需箍筋按位置平放兩輥輪上,將主筋抬放于輥輪長度上方,調整好起始尺寸,豎直箍筋,主筋靠著箍筋單面施焊,待主筋轉至上方再補焊。焊完一節主、箍筋,低速轉動膠輥,抬第二根主筋準備焊接。此時按選定生產工藝確定旋轉方向,采用卡具(比子)制作骨架時,待第二根主筋或多根主筋焊完后,主筋下行。若采用掛鉤工藝則反向旋轉,應注意多根主筋焊好后有可能出現偏重,可將骨架旋轉在對面位置或錯開幾根位置后再開始分度焊接,*補齊焊完全部主筋。
繞筋機一方面可以防止導管或碰撞而使整個鋼筋骨架變位或落入孔中,另一方面也可起到防止骨架上浮的作用。對于非全長配筋的樁,下好鋼筋籠后勿必用槽鋼栓住鋼筋籠頂吊圈,并將鋼筋籠焊接牢固,防止下落。第二個原因是澆筑時被砼頂托上升,當砼表面接近鋼筋骨架時,導管底口處于鋼筋籠底口3M以下和1M以上處,砼灌注的速度過快,使砼下落時沖出導管底口向上反沖,其頂托力大于鋼筋籠的重力所致。
繞筋機一方面可以防止導管或碰撞而使整個鋼筋骨架變位或落入孔中,另一方面也可起到防止骨架上浮的作用。對于非全長配筋的樁,下好鋼筋籠后勿必用槽鋼栓住鋼筋籠頂吊圈,并將鋼筋籠焊接牢固,防止下落。第二個原因是澆筑時被砼頂托上升,當砼表面接近鋼筋骨架時,導管底口處于鋼筋籠底口3M以下和1M以上處,砼灌注的速度過快,使砼下落時沖出導管底口向上反沖,其頂托力大于鋼筋籠的重力所致。



建貿機械設備有限公司位于長葛市,地理位置優越,交通運輸十分方便。 公司經過二十幾年的努力,形成一家具有產品開發、制造、銷售于一體的綜合性廠家。公司產品遠銷全國各地。現公司生產的產品種類有 廣西防城港鋼筋彎曲中心。 公司技術力量雄厚,檢測設施完善,設備齊全。公司在發展過程中堅持科研、設計和生產服務相結合,以科技投入為先導,以先進的設備,過硬的質量為保障,優質快捷的售后服務贏得了廣大客戶的信賴。公司將繼續與社會各界通力合作。并竭誠希望各界朋友能一如既往的支持和關心我同溫層司的發展。
繞筋機不用整捆切鋼筋鋸床的圖文介紹


繞筋機本機由機械工作部分與電器控制部分組成:
1、機械部分主要由:主驅動系統、拉筋系統、電極系統、液壓拖網系統。
1)主驅動系統
由主驅動變頻調速電機,驅動主機轉動,實現環筋在縱筋上的纏繞,以完成環筋的纏繞過程,同時向焊接控制系統傳輸焊接信號。
2)拉筋系統
牽引系統由牽引變頻調速電機提供動力,經鏈條帶動拉筋小車做直線運動,完成縱筋牽引焊接,拉筋速度根據要求可進行較大范圍內的調節,以調節環筋的疏密,同時拉筋小車具有自動返回功能。
3)電極系統
氣動電極,自動調節預緊力,預壓力相對恒定,較彈簧預壓相比,具有電極沖擊小,電極磨損小,焊點更加牢固的特點,焊接過程中的飛濺進一步減小,電極壽命進一步得到延長,在自動焊接過程中電極系統保持相同的距離不變,保證焊接電極與電極板的間距及焊接壓力相等。焊接控制部分主要由:焊接控制系統、焊接控制主回路系統組成。
1、機械部分主要由:主驅動系統、拉筋系統、電極系統、液壓拖網系統。
1)主驅動系統
由主驅動變頻調速電機,驅動主機轉動,實現環筋在縱筋上的纏繞,以完成環筋的纏繞過程,同時向焊接控制系統傳輸焊接信號。
2)拉筋系統
牽引系統由牽引變頻調速電機提供動力,經鏈條帶動拉筋小車做直線運動,完成縱筋牽引焊接,拉筋速度根據要求可進行較大范圍內的調節,以調節環筋的疏密,同時拉筋小車具有自動返回功能。
3)電極系統
氣動電極,自動調節預緊力,預壓力相對恒定,較彈簧預壓相比,具有電極沖擊小,電極磨損小,焊點更加牢固的特點,焊接過程中的飛濺進一步減小,電極壽命進一步得到延長,在自動焊接過程中電極系統保持相同的距離不變,保證焊接電極與電極板的間距及焊接壓力相等。焊接控制部分主要由:焊接控制系統、焊接控制主回路系統組成。



繞筋機鋼筋焊接機焊接變壓器根據不同工件,焊機內部裝有額定容量從25KVA-150KVA不同焊接變壓器。該變壓器線圈采盤式線圈結構,初級線圈由4-6個盤式線圈組成,通過外連接接觸組可以改變線圈并聯或串聯方式,從而獲得8種不同輸電壓,具體到每個規格變壓器有不同參數,參見下面表格2。次級線圈采至三片紫銅板外敷一圈通水冷卻水管和匯流板組成,匯流板作是連接次級線圈,同時達到與輸電極軟銅帶連接,匯流板一般也設計上了通水冷卻裝置。為了提高焊機產品可靠性,有些焊機已經取消了接觸組和插把,而把焊接變壓器直接接成第七檔,輸電壓調節是依靠KD3-160B微機點凸焊控制器焊接能量旋鈕來實現無級連續調整。
