

聯系我們

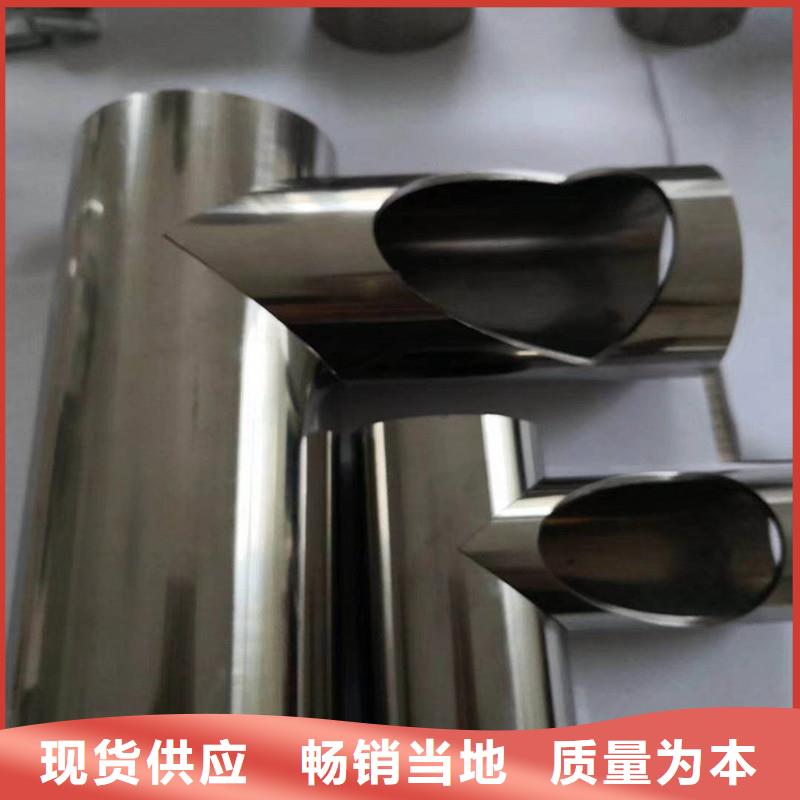
【激光切管不銹鋼護欄發貨迅速】
更新時間:2025-01-17 10:50:18 瀏覽次數:3 公司名稱:聊城 鴻山金屬制造有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 電議 |
| 發貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運費說明 | 電議 |
| 機械加工 | 激光切割 |
| 圖紙定制 | 可出圖紙 |
| 包工包料 | 免費出圖紙 |
| 激光切割 | 氧氣精密切割 |
| 精密開孔 | 公差0.05 |









鴻山金屬制造有限公司擁有一批專門從事 內蒙古阿拉善【波形護欄】產品研發的工程師,是一家專業生產、銷售、 內蒙古阿拉善【波形護欄】的實體廠家。 銷售高品質 內蒙古阿拉善【波形護欄】產品,為用戶創造價值 是我們孜孜以求的目標.質量信賴,用戶至上、服務周到是我們永恒的服務宗旨.我們始終信奉 讓用戶滿意 的市場法則.我們堅信, 以強勁的動力促進自身發展的同時,必定帶來廣大用戶強勁的發展.我們期待,我們優質的 內蒙古阿拉善【波形護欄】產品,完善的售后服務帶來你我真誠的合作。


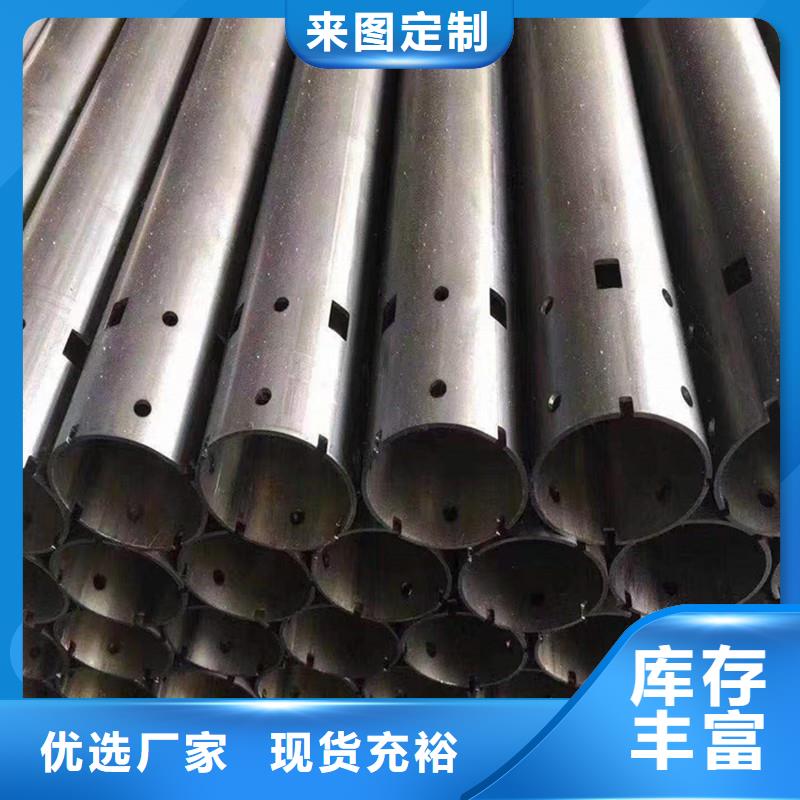
不銹鋼、鋁合金及其他高溫合金管道,通過特殊的 激光打孔是通過高功率密度、短時間停留(低于激光切割)的脈沖熱源進行打孔的激光加工技術。孔徑的形成可以通過單脈沖或多脈沖實現。頭,激光切管可以實現高精度、高靈敏度和高穩定性的切割;根據特殊截面管的加工要求,如橢圓管,管博士和其他異形管,特殊截面管的激光切割技術和激光切割的自動補償技術可以開發管道變形和彎曲變形,從而解決缺陷引起的激光切割管本身。
折疊編輯本段主要工藝
1、衛生級鏡面管工藝流程:
管坯--檢驗--剝皮--檢驗--加熱--穿孔--酸洗--修磨--潤滑風干--焊頭--冷拔--固溶處理--酸洗--酸洗鈍化--檢驗--冷軋--去油--切頭--風干--內拋光--外拋光--檢驗--標識--成品包裝
2、工業管工藝流程
管坯--檢驗--剝皮--檢驗--加熱--穿孔--酸洗--修磨--潤滑風干--焊頭--冷拔--固溶處理--酸洗--酸洗鈍化--檢驗
3、焊管工藝流程
開卷--平整--端部剪切及焊接--活套--成形--焊接--內外焊珠去除--預校正--感應熱處理--定徑及校直--渦流檢測--切斷--水壓檢查--酸洗--終檢查--包裝
4、無縫方管工藝流程
圓鋼--管坯--檢驗--加熱--穿孔--定徑--熱軋--平頭--檢驗--酸洗--球型退火--冷拔--成型--齊口--檢驗



線膨脹系數越大,熱膨脹速率越大
1、相貫線切割機的發展。從幾種通用數控切割機應用情況來看,火焰相貫線切割機功能及性能已比較完善,其材料切割的局限性(只能切割碳鋼管),切割速度慢,生產效率低,其適用范圍逐漸在縮小,市場不可能有大的增加。
等離子相貫線切割機具有切割范圍廣(可切割所有金屬材料),切割速度快,工作效率高等特點,未來的發展方向在于等離子電源技術的提高、數控系統與等離子切割配合問題,如電源功率的可切割更厚的板材;精細等離子技術的完善和提高可提高切割的速度、切面質量和切割精度;數控系統的完善和提高以適應等離子切割,可有效提高工作效率和切割質量。
2、專用相貫線切割機的發展。相貫線切割機適用于各種管材上切割圓柱正交、斜交、偏心交等相慣線孔、方孔、橢圓孔,并能在管子端部切割與之相交的相慣線。這種類型的設備廣泛應用于金屬結構件生產,電力設備、鍋爐業、石油、化工等工業部門
, 激光打孔是通過高功率密度、短時間停留(低于激光切割)的脈沖熱源進行打孔的激光加工技術。孔徑的形成可以通過單脈沖或多脈沖實現。 在打孔過程中,首先使用打冷卻時收縮越大,熔池結晶時會產生較大的焊接應力。這種焊接應力不易,導致焊接變形較大。由于焊縫兩側材料的受力狀態不同,很容易在焊縫和熱影響區產生裂紋,甚至導致焊縫金屬和母材剝落。
3.不同材料的導熱系數和比熱容差越大,焊接難度越大。材料的導熱系數和比熱容會使焊縫金屬的結晶條件惡化,激光切管晶粒嚴重變粗,影響難熔金屬的潤濕性。因此,焊接時應選用強熱源,熱源的位置應向導熱性好的母材一側傾斜。
4. 不同材料之間的電磁性能差異越大,焊接就越困難
1、相貫線切割機的發展。從幾種通用數控切割機應用情況來看,火焰相貫線切割機功能及性能已比較完善,其材料切割的局限性(只能切割碳鋼管),切割速度慢,生產效率低,其適用范圍逐漸在縮小,市場不可能有大的增加。
等離子相貫線切割機具有切割范圍廣(可切割所有金屬材料),切割速度快,工作效率高等特點,未來的發展方向在于等離子電源技術的提高、數控系統與等離子切割配合問題,如電源功率的可切割更厚的板材;精細等離子技術的完善和提高可提高切割的速度、切面質量和切割精度;數控系統的完善和提高以適應等離子切割,可有效提高工作效率和切割質量。
2、專用相貫線切割機的發展。相貫線切割機適用于各種管材上切割圓柱正交、斜交、偏心交等相慣線孔、方孔、橢圓孔,并能在管子端部切割與之相交的相慣線。這種類型的設備廣泛應用于金屬結構件生產,電力設備、鍋爐業、石油、化工等工業部門
。因為材料的電磁差越大,焊接電弧越不穩定,焊縫越差。
5. 不同材料之間形成的金屬間化合物越多,焊接就越困難。由于金屬間化合物的脆性,很容易在焊縫中產生裂紋甚至斷裂。
6. 在異種材料焊接過程中,由于焊接區金相組織的變化或新形成的組織,導致焊接接頭性能惡化,給焊接帶來很大的困難。