
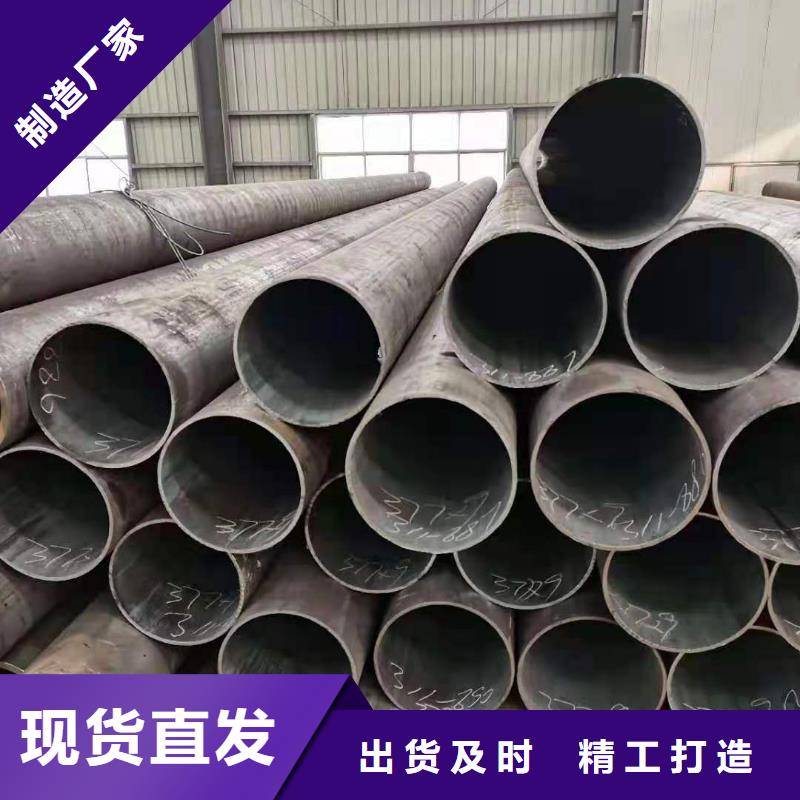
無(wú)縫鋼管,Q355B工字鋼訂購(gòu)的詳細(xì)視頻已經(jīng)上傳,從產(chǎn)品的外觀到內(nèi)在,從功能到性能,視頻將為您呈現(xiàn)一個(gè)真實(shí)、的產(chǎn)品形象。
以下是:無(wú)縫鋼管,Q355B工字鋼訂購(gòu)的圖文介紹
縫鋼管,Q355B工字鋼訂購(gòu)")
縫鋼管,Q355B工字鋼訂購(gòu)")
精密管45#用途 精密無(wú)縫鋼管的表明渡化膜中耐腐蝕性比較弱的部分會(huì)因?yàn)樽约し磻?yīng)形成點(diǎn)腐蝕反應(yīng),生產(chǎn)小小的孔,會(huì)和接近的氯離子容成很強(qiáng)的腐蝕性的溶液,加快腐蝕的速度。再加上不銹鋼內(nèi)部的晶間腐蝕開(kāi)裂,都會(huì)對(duì)不銹鋼板的表面的渡化膜進(jìn)行破壞。
尤其是在氣缸當(dāng)中,這里會(huì)將燃燒,之后的廢棄排放出去。精密鋼管的制造,需要將胚料送入熔爐內(nèi)進(jìn)行加熱,溫度在一千二左右。主要以氫氣作為燃料,在加熱過(guò)程中,爐內(nèi)溫度的控制是為重要的部分,需要將溫度控制在一個(gè)額定的范圍內(nèi),這樣才能保證制造出的精密鋼管能夠擁有更加穩(wěn)定的物理性能。加熱完成之后,需要通過(guò)噴水的方式來(lái)冷卻,因?yàn)樵诶鋮s之后鋼管就要被矯直了,這樣就能看到精密鋼管的基本雛形了,整個(gè)制造流程還是比較復(fù)雜的
縫鋼管,Q355B工字鋼訂購(gòu)")
縫鋼管,Q355B工字鋼訂購(gòu)")
縫鋼管,Q355B工字鋼訂購(gòu)")
在經(jīng)營(yíng)過(guò)程中始終堅(jiān)持:“誠(chéng)信、務(wù)實(shí)、卓越、創(chuàng)新”的原則,我們視 福建莆田Q345B角鋼質(zhì)量為企業(yè)生命,嚴(yán)格控制施工質(zhì)量,力爭(zhēng)百年品牌企業(yè),客戶的滿意就是我們一直追求的目標(biāo)。
縫鋼管,Q355B工字鋼訂購(gòu)")
縫鋼管,Q355B工字鋼訂購(gòu)")
、焊管工藝流程 開(kāi)卷——平整——端部剪切及焊接——活套——成形——焊接——內(nèi)外焊珠去除——預(yù)校正——感應(yīng)熱處理——定徑及校直——渦流檢測(cè)——切斷——水壓檢查——酸洗——終檢查——包裝。 無(wú)縫鋼管 - 舉例說(shuō)明 (kg/m)W=0.02466×S(D–S)D=外徑S=壁厚 GB3088-82)是制造汽車的半軸套管及驅(qū)動(dòng)橋的橋殼軸管用的優(yōu)質(zhì)碳素結(jié)構(gòu)鋼和合金結(jié)構(gòu)鋼熱軋無(wú)縫鋼管 1、船舶用碳鋼無(wú)縫鋼管(GB5213-85)是制造船舶I級(jí)耐壓管系、Ⅱ級(jí)耐壓管系、鍋爐及過(guò)熱器用的碳素鋼無(wú)縫鋼管。碳素鋼無(wú)縫鋼管管壁工作溫度不超過(guò)450℃,合金鋼無(wú)縫鋼管管壁工作溫度超過(guò)450℃。 2、車半軸套管用無(wú)縫鋼管(GB3088-82)是制造汽車半軸套管及驅(qū)動(dòng)橋橋殼軸管用的優(yōu)質(zhì)碳素結(jié)構(gòu)鋼和合金結(jié)構(gòu)鋼熱軋無(wú)縫鋼管。 3、柴油機(jī)用高壓油管(GB3093-2002)是制造柴油機(jī)噴射系統(tǒng)高壓管用的冷拔無(wú)縫鋼管。 4、液壓和氣動(dòng)缸筒用精密內(nèi)徑無(wú)縫鋼管(GB8713-88)是制造液壓和氣動(dòng)缸筒用的具有精密內(nèi)徑尺寸的冷拔或冷軋精密無(wú)縫鋼管。 無(wú)縫鋼管 - 用途 無(wú)縫鋼管用途很廣泛。一般用途的無(wú)縫鋼管由普通的碳素結(jié)構(gòu)鋼、低合金結(jié)構(gòu)鋼或合金結(jié)構(gòu)鋼軋制,產(chǎn)量多,主要用作輸送流體的管道或結(jié)構(gòu)零件。.2、根據(jù)用途不同分三類供應(yīng):a、按化學(xué)成分和機(jī)械性能供應(yīng);b、按機(jī)械性能供應(yīng);c、按水壓試驗(yàn)供應(yīng)。按a、b類供應(yīng)的鋼管,如用于承受液體壓力,也要進(jìn)行水壓試驗(yàn)。3、專門用途的無(wú)縫管有鍋爐用無(wú)縫管、地質(zhì)用無(wú)縫鋼管及石油用無(wú)縫管等多種。
縫鋼管,Q355B工字鋼訂購(gòu)")
縫鋼管,Q355B工字鋼訂購(gòu)")
縫鋼管,Q355B工字鋼訂購(gòu)")
冷軋20號(hào)精拔無(wú)縫鋼管的壁厚一般比熱軋20號(hào)精拔無(wú)縫鋼管要小,但是表面看起來(lái)比20號(hào)精拔厚壁鋼管更加明亮。表面沒(méi)有太多的粗糙,口徑也沒(méi)有太多的毛刺,熱軋20號(hào)精拔無(wú)縫鋼管的交貨狀態(tài)一般是熱軋狀態(tài)經(jīng)過(guò)熱處理后進(jìn)行交貨,熱軋20號(hào)精拔無(wú)縫鋼管在經(jīng)過(guò)質(zhì)檢后要經(jīng)過(guò)工作人員的嚴(yán)格的手工挑選。在質(zhì)檢后要進(jìn)行表面涂油,然后緊接著是多次的冷拔實(shí)驗(yàn),熱軋?zhí)幚砗笠M(jìn)行穿孔的實(shí)驗(yàn)。如果穿孔擴(kuò)徑過(guò)大就要進(jìn)行矯直矯正。在矯直后再由傳送裝置傳送到探傷機(jī)進(jìn)行探傷實(shí)驗(yàn),后貼上標(biāo)簽、進(jìn)行規(guī)格編排后放置到到倉(cāng)庫(kù)當(dāng)中 [1] 。35號(hào)厚壁精拔鋼管工藝流程。 20號(hào)精拔無(wú)縫鋼管的應(yīng)用處理方法號(hào)精拔無(wú)縫鋼管管口打磨切割完畢,應(yīng)使用角磨機(jī)對(duì)管口塑層進(jìn)行打磨處理,其目的是避免在法蘭焊接時(shí)使塑層發(fā)生熔化甚至燃燒使管道破壞。使用角磨機(jī)將管口塑層進(jìn)行打磨,號(hào)精拔無(wú)縫鋼管涂塑處理打磨完畢。使用氧氣、C2H2在管道外部對(duì)管口進(jìn)行加熱,加熱到內(nèi)部塑層部分有熔化現(xiàn)象。然后技術(shù)工人將用好的塑粉對(duì)管口均勻涂抹,應(yīng)注意一定要涂抹到位,法蘭盤涂塑要涂抹到止水線以上,此應(yīng)嚴(yán)格控制加熱溫度,如溫度過(guò)高。在涂塑中將會(huì)有氣泡產(chǎn)生,如溫度過(guò)低,在涂塑中塑粉熔化不完全,以上情況在管道投入使用后都會(huì)產(chǎn)生塑層脫落的現(xiàn)象。
縫鋼管,Q355B工字鋼訂購(gòu)")
點(diǎn)擊查看金杰金屬制造有限公司的【產(chǎn)品相冊(cè)庫(kù)】以及我們的【產(chǎn)品視頻庫(kù)】