


想要更直觀地了解無縫管厚壁鋼管實(shí)體廠家支持定制產(chǎn)品嗎??產(chǎn)品視頻,帶你走進(jìn)產(chǎn)品世界
以下是:無縫管厚壁鋼管實(shí)體廠家支持定制的圖文介紹
體廠家支持定制")
生產(chǎn)無縫管是一個(gè)繁雜的過程,我們用熱軋無縫鋼管的生產(chǎn)工序作為例子來說, 步需要檢查好管壞是否準(zhǔn)備齊全,然后對(duì)管壞進(jìn)行加熱和穿孔,當(dāng)管壞穿孔完成之后,進(jìn)行軋管,當(dāng)之后再給無縫鋼管進(jìn)行加熱再減輕它的重量。對(duì)無縫鋼管進(jìn)行一定的熱處理之后對(duì)管道進(jìn)行矯直處理以及精整處理,如果管道沒有任何損壞和理化的話,就可以驗(yàn)收入庫了。而冷軋無縫鋼管的生產(chǎn)工藝和熱軋無縫鋼管的生產(chǎn)工藝是截然不同的,首先是要準(zhǔn)備好壞料,然后對(duì)壞料酸洗之后再進(jìn)行潤(rùn)滑,把潤(rùn)滑好的壞料冷軋之后進(jìn)行熱處理,經(jīng)過熱處理的壞料可以進(jìn)行矯直和精整,如果沒有問題的話就可以驗(yàn)收入庫了。 無縫管的標(biāo)準(zhǔn) 鋼材的力學(xué)性能是判斷無縫鋼管質(zhì)量好壞的重要指標(biāo)之一,一般來說,一種鋼材的力學(xué)性能是取決于鋼材的成分和熱處理的制度的。無縫鋼管的標(biāo)準(zhǔn)包括它的拉伸性能、屈服強(qiáng)度、伸長(zhǎng)率、硬度等指標(biāo)。
體廠家支持定制")
體廠家支持定制")
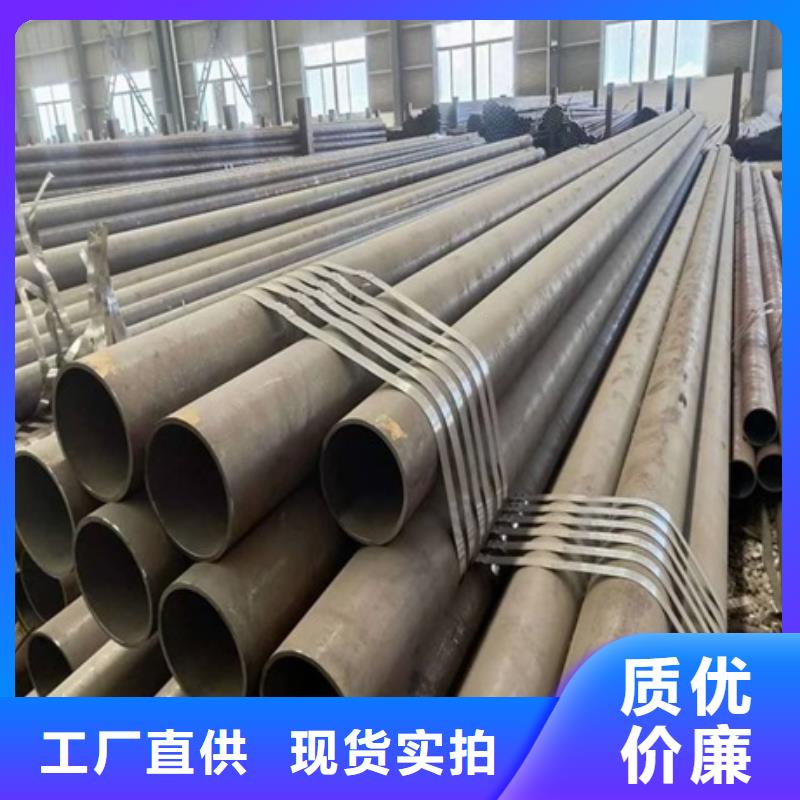
10#、20#、45#、40Cr、Gcr15、16Mn材質(zhì)的無縫管,您需要哪一款? 公司生產(chǎn)的無縫管、精密鋼管、結(jié)構(gòu)用無縫鋼管、液壓無縫鋼管、電力用無縫鋼管、石油輸送用無縫鋼管、化肥設(shè)備用無縫鋼管、不銹鋼無縫鋼管、化工用無縫鋼管、水利用無縫鋼管、小口徑精密鋼管、光亮精密鋼管、軍工醫(yī)療用無縫鋼管、管道用無縫鋼管一律保證質(zhì)量,價(jià)格優(yōu)惠,在同行業(yè)中擁有良好的信譽(yù)。 另外,擁有精密冷軋機(jī)組6臺(tái),可生產(chǎn)10#、20#、45#、40Cr、Gcr15、16Mn等材質(zhì)…
體廠家支持定制")
體廠家支持定制")
體廠家支持定制")
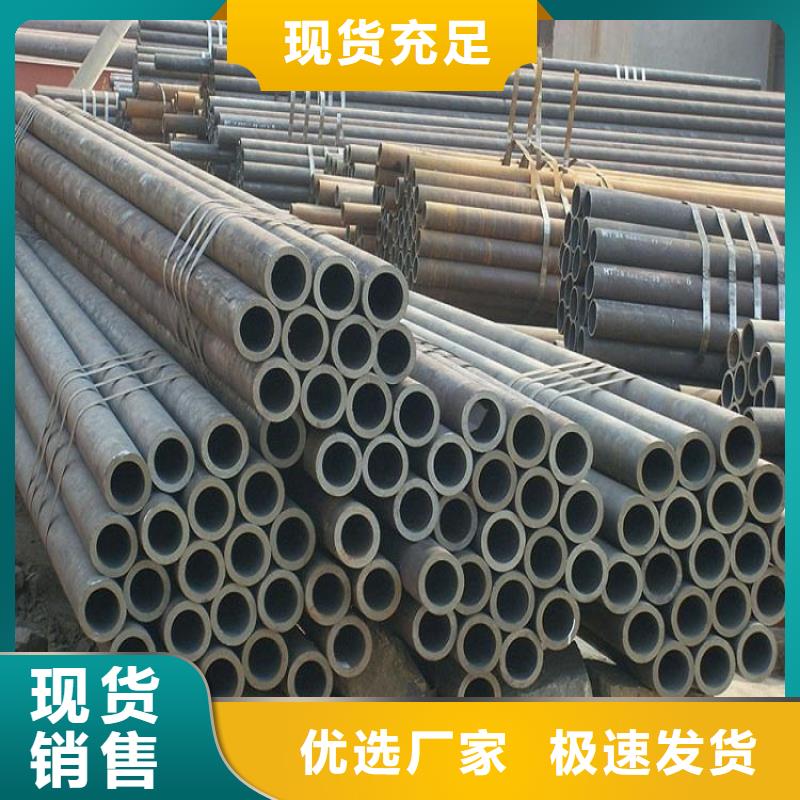
無縫管是一種具有中空截面、周邊沒有接縫的長(zhǎng)條鋼材。鋼管具有中空截面,大量用作輸送流體的管道,如輸送石油、天然氣、煤氣、水及某些固體物料的管道等。鋼管與圓鋼等實(shí)心鋼材相比,在抗彎抗扭強(qiáng)度相同時(shí),重量較輕,是一種經(jīng)濟(jì)截面鋼材,廣泛用于制造結(jié)構(gòu)件和機(jī)械零件,如石油鉆桿、汽車傳動(dòng)軸、自行車架以及建筑施工中用的鋼腳手架等。用鋼管制造環(huán)形零件可提高材料利用率,簡(jiǎn)化制造工序,節(jié)約材料和加工工時(shí),如滾動(dòng)軸承套圈、千斤頂套等,目前已廣泛用鋼管來制造。
體廠家支持定制")
體廠家支持定制")
體廠家支持定制")
艾斯特鋼材有限公司一直追求專業(yè)化發(fā)展道路,始終秉持“質(zhì)量保證,客戶至上,開拓 創(chuàng)新求發(fā)展”的運(yùn)營(yíng)方針,通過持續(xù)不斷改進(jìn),用我們的專業(yè)化服務(wù)幫助 北京昌平合金鋼管客戶創(chuàng)造更高的價(jià)值。
體廠家支持定制")
體廠家支持定制")
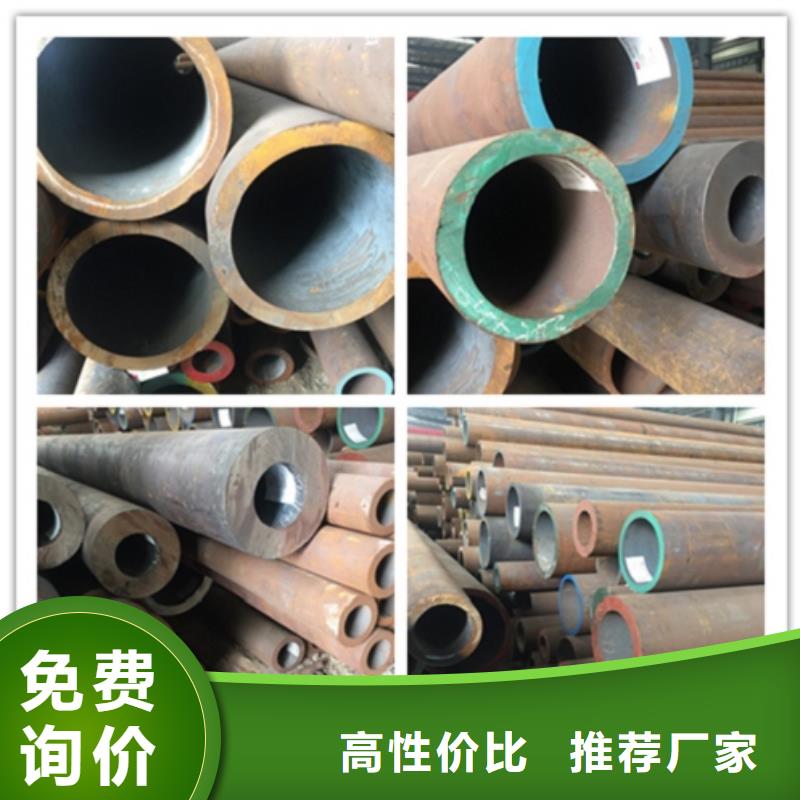
熱連軋無縫鋼管內(nèi)結(jié)疤缺陷是存在于鋼管內(nèi)表面,類似于黃豆粒大小的凹坑,結(jié)疤內(nèi)大部分有呈灰褐色或灰黑色的異物。內(nèi)結(jié)疤的影響因素有:除氧化物劑、噴吹工藝、芯棒潤(rùn)滑等因素。下面就隨無縫鋼管廠家小編來看一下如何控制無縫鋼管的內(nèi)表面缺陷: 1、除氧化物劑 氧化物要求在芯棒預(yù)穿時(shí)處于熔融狀態(tài)。其力度等嚴(yán)格要求。 1)除氧化物劑粉末粒度一般要求在16目左右。 2)除氧化物劑中硬脂酸鈉的含量要達(dá)到12%以上,以使其能在毛管內(nèi)腔中充分燃燒。 3)根據(jù)毛管內(nèi)表面面積確定除氧化物劑的噴吹量,一般為1.5-2.0g/dm2,不同直徑、長(zhǎng)度的毛管噴吹得除氧化物劑量是不同的。 2、噴吹工藝參數(shù) 1)噴吹壓力應(yīng)與毛管直徑、長(zhǎng)度相配合,既保證吹掃有力,燃燒充分,又不能有未完全燃燒的除氧化物劑被氣流從毛管內(nèi)吹走。 2)吹掃時(shí)間應(yīng)根據(jù)毛管直接、長(zhǎng)度進(jìn)行調(diào)節(jié),以毛管內(nèi)沒有懸浮的金屬氧化物再被吹出為標(biāo)準(zhǔn)。 3)噴嘴高度應(yīng)根據(jù)毛管直徑進(jìn)行調(diào)節(jié),以保證對(duì)中良好。每個(gè)班次要清理一次噴嘴,長(zhǎng)時(shí)間停機(jī)要拆下噴嘴進(jìn)行清洗。為保證除氧化物劑在毛管內(nèi)壁均勻吹掃,在噴吹除氧化物劑工位使用選裝裝置,并配以旋轉(zhuǎn)氣壓。 3、芯棒潤(rùn)滑 芯棒潤(rùn)滑效果不好或芯棒潤(rùn)滑劑溫度過低,會(huì)產(chǎn)生內(nèi)結(jié)疤。為了提高芯棒溫度,可采取只一次冷卻水冷卻的辦法。生產(chǎn)過程中需要嚴(yán)格控制芯棒的溫度,保證噴涂潤(rùn)滑劑前芯棒表面溫度在80-120℃,芯棒溫度不能長(zhǎng)時(shí)間高于120℃,以保證預(yù)穿前其表面的潤(rùn)滑劑干燥并致密,操作工應(yīng)經(jīng)常檢查芯棒潤(rùn)滑狀況。
體廠家支持定制")
體廠家支持定制")
點(diǎn)擊查看艾斯特鋼材有限公司的【產(chǎn)品相冊(cè)庫】以及我們的【產(chǎn)品視頻庫】
