服務熱線:15653128796

更新時間:2025-01-28 12:13:32 瀏覽次數:4 公司名稱:聊城 精拉管業有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 351 |
| 發貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運費說明 | 電議 |
| 產地 | 山東 |
| 品牌 | 精拉管業 |
| 是否進口 | 否 |


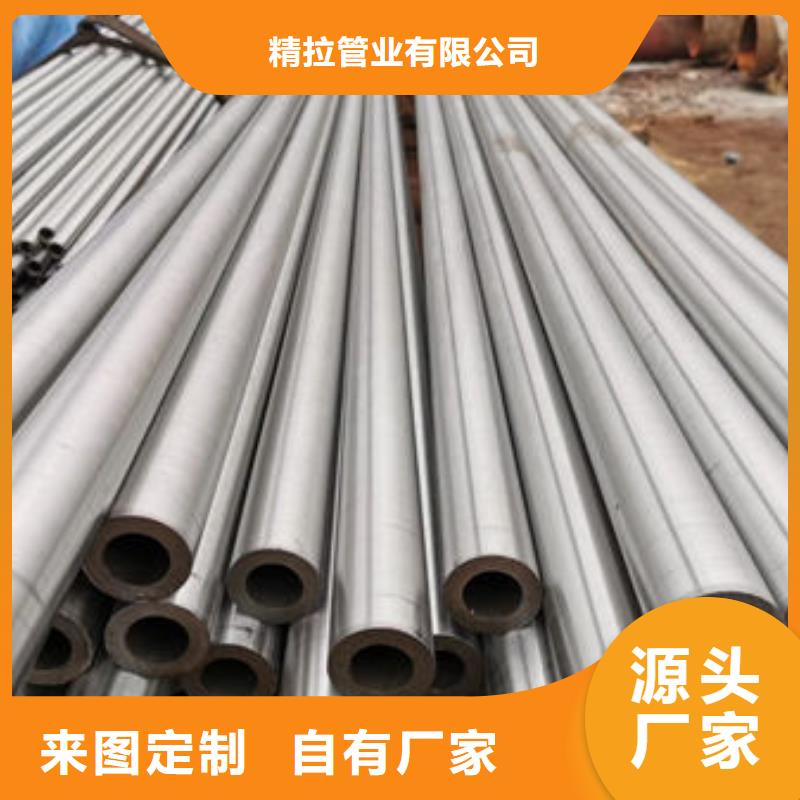





精拉管業有限公司是一家集科研、生產及銷售為一體的綜合性企業。專業從事各類 湖北咸寧精拉無縫鋼管研發與生產。公司生產設備先進,技術力量雄厚,檢測設備齊全。產品銷往全國各地并己遠銷俄羅斯,泰國,越南,伊朗等十幾個和地區。受到用戶的一致好評。公司本著“以人為本,質量為先,市場在變,誠信不變”的經營理念,以“誠信、合作、發展、創新”為宗旨,走科學創新的道路,不斷推出更優的產品,以適應高速發展的建筑行業的需求。


2、穿孔機前臺送料口(進口嘴)凄壓緊,不能有擺動現象。管坯咬入后,管坯尾巴產生甩動,頂頭居穿孔時,左右搖擺,產生毛管波浪高低不平,并且均勻度壁厚準,同樣送料內徑不太大,也會管坯尾巴產生甩動厲害,一般送料內徑此管坯大15毫米, 這樣管坯咬入時,管坯較為穩定。
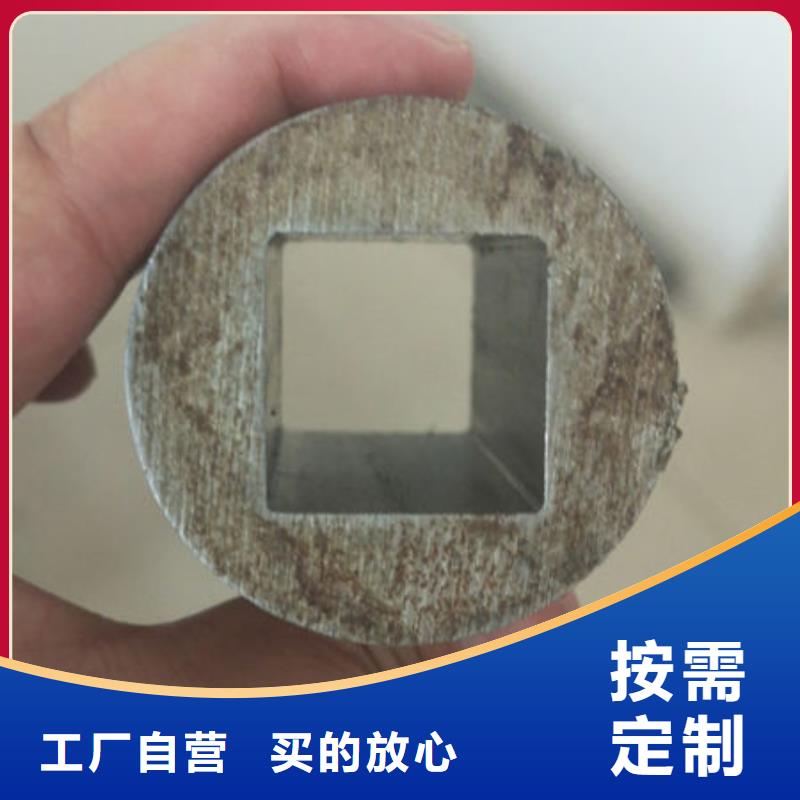
精密無縫鋼管出現很不尋常的S形彎的情況都是那些原因引起的
3、定心輥的調正,毛管接近 架定心輥時, 即將打開,從而毛管進入 架定心輥內, 接近定心輥及進入定心輥內,在這段時間很短的階段,往往第二架定心將頂桿調正比較低時,毛管會產生頂頭工作時不穩定(毛管接近 架定心輥時, 打開,毛管往下沉,進入定心輥內,毛管又往上升,這樣一低一升,頂頭這里也-低升,逐步毛管產生壁厚不均勻。
4、精密無縫鋼管管坯斷料與鋸料I者有所不同。鋸料沒有壓扁度,穿孔咬入準,頭部壁厚勻度較好,斷料壓扁度大,有時壁厚負差大,而且往往產生咬入不良,精鋼管管坯頭部從而受軋輥內冷卻水及頁頭的冷卻水沖擊,毛管頭部一般產生嚴重陰陽面,而且精軋后,頭部容易開裂。
5、精密無縫鋼管頂頭與毛管內壁間隙不能過小。過小,毛管容易產生麻花波浪高低不平,而且由于間隙較小,頂頭噴水循環流動減慢,并且頂頭損壞較快,一般40-6坯,頂頭直徑不小于毛管內徑5-6毫米,有時頂頭使用大-點,毛管外徑可以適當大一點。



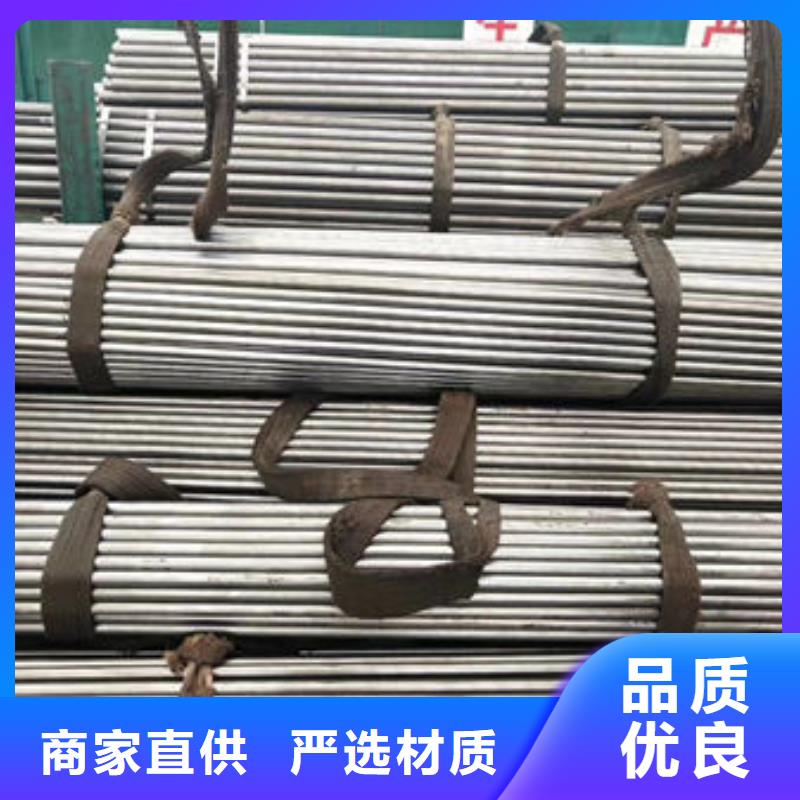
精密無縫鋼管拋光光澤紛歧的原因
在批量拋光一批精密無縫鋼管的時分原則上來說每一個工件終的質量應該是一樣的,但有的時分統一槽里邊拋光出來的不銹鋼工件的質量是紛歧樣的,有的比較亮,有的光澤昏暗,還有的是部分沒有光澤。為什么會這樣呢?
首要我們要考慮自己一次性拋光的精密無縫鋼管工件的數量是多少。盡管不銹鋼電解拋光設備能夠批量拋光,可是同槽拋光的不銹鋼工件數量過多是會影響拋光作用的,導致工件在拋光的時分不能充分拋光,電流的散布不能夠均勻。
一旦拋光時的電流散布不均勻就會導致精密無縫鋼管外表部分無光澤。因此在拋光的時分要根據拋光槽的大小來挑選合適數量的工件。
其次還要考慮在拋光的時分不銹鋼工件是不是堆疊在一起了,導致有些部位沒有被拋光。因此我們在批量拋光的時分除了要控制住拋光工件的數量外,還要合理擺放不銹鋼工件,做到工件不堆疊。
除了上面兩個原因外,精密無縫鋼管的外表上有水珠、油脂等污跡時也會影響拋光作用。運用不銹鋼電解拋光設備的操作人員要熟知運用方法和操作技巧,這樣才干確保拋光出的工件質量合格。