

聯系我們

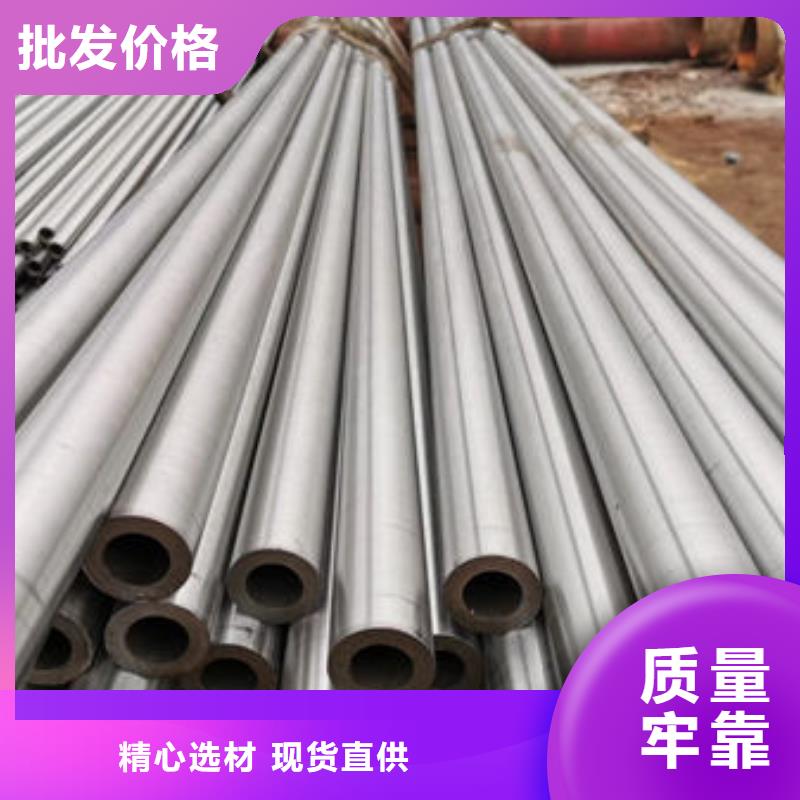
【精密無縫鋼管20CR精密管海量現貨】
更新時間:2025-02-01 20:51:14 瀏覽次數:8 公司名稱:聊城 精拉管業有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 377 |
| 發貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運費說明 | 電議 |
| 產地 | 山東 |
| 品牌 | 精拉管業 |
| 是否進口 | 否 |




根據大數據的鋼材全加工產品工藝質量操控技能。精密無縫鋼管企業進程質量大數據平臺,全流程進程質量數據集成技能;高速進程質量參數收集和存儲技能;進程歸納監測和預警技能;板坯,鋼卷等質量在線評級技能;產品工藝參數可追溯性剖析技能跨工藝產品質量交互剖析和反常診斷技能;機械功能在線檢測技能;產品粒度在線檢測技能;表面質量缺點的三維檢測技能;大規模定制技能,滿意客戶的個性化需求;全進程產品質量歸納點評技能;根據大數據的新產品開發技能。
出產優質特種鋼的關鍵技能。特殊鋼的特殊強化和增韌機制,高可靠性和長壽命機制;微觀結構演變規律和預備和服務進程的定量描繪;特種軟磁合金功能操控機理的基礎研討。資料規劃技能適用于高溫,應力,腐蝕等服務環境的適應性;特殊鋼高潔凈度鍛煉,夾雜物準確操控,均勻化和精細結構操控,準確成型和加工等。本錢制作和流線型工藝技能等關鍵技能。



長期以來精拉管業有限公司堅持“發展經濟、服務社會”的經營宗旨,以 湖北荊州精拉無縫鋼管市場為導向,以科技為依托,科學管理,科學決策,不斷總結積累生產技術經驗,積j i引進先進的生產技術和設備,努力提高生產技術水平,提高 湖北荊州精拉無縫鋼管產品科技含量,保持生產技術水平始終處于同行業較前位置。同時建立了一整套完善的售后服務體系,優化 湖北荊州精拉無縫鋼管服務質量,注重服務實效,健全市場管理。跟蹤市場調查,反饋用戶意見,誠實守信,滿足用戶要求,取得良好效果。通過不斷努力,企業管理水平明顯提高, 湖北荊州精拉無縫鋼管規模效益逐步擴大,企業綜合實力不斷增強,企業已迅速邁入經濟發展的快車道,企業發展前景廣闊。


生產制造方法
按生產方法不同可分為熱軋管、冷軋管、冷拔管、擠壓管等。
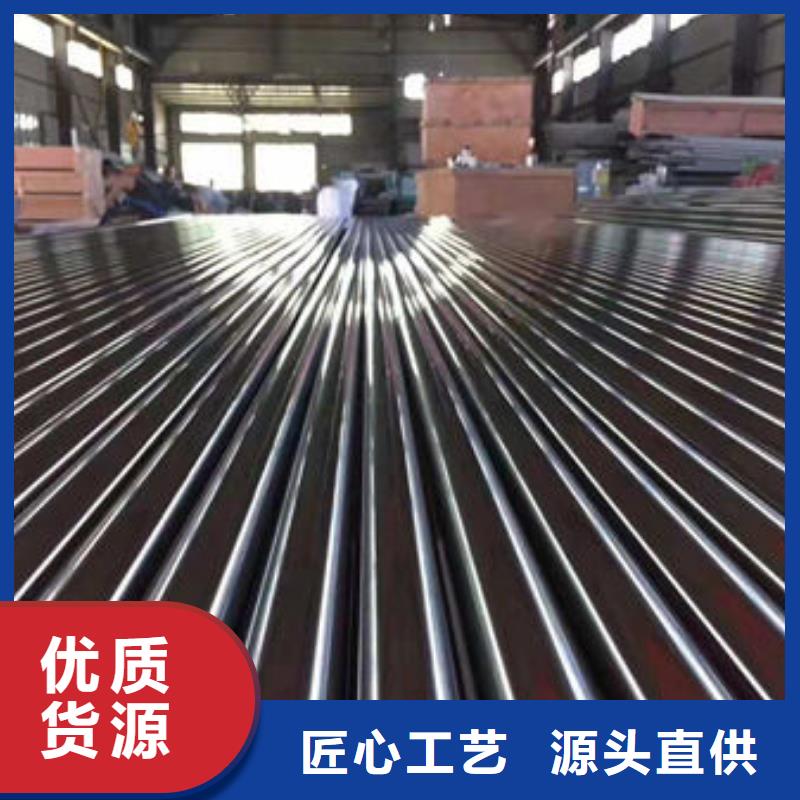
熱軋無縫管一般在自動軋管機組上生產。實心管坯經檢查并表面缺陷,截成所需長度,在管坯穿孔端端面上定心,然后送往加熱爐加熱,在穿孔機上穿孔。在穿孔同時不斷旋轉和前進,在軋輥和頂頭的作用下,管坯內部逐漸形成空腔,稱毛管。再送至自動軋管機上繼續軋制。 經均整機均整壁厚,經定徑機定徑,達到規格要求。利用連續式軋管機組生產熱軋無縫鋼管是較先進的方法。
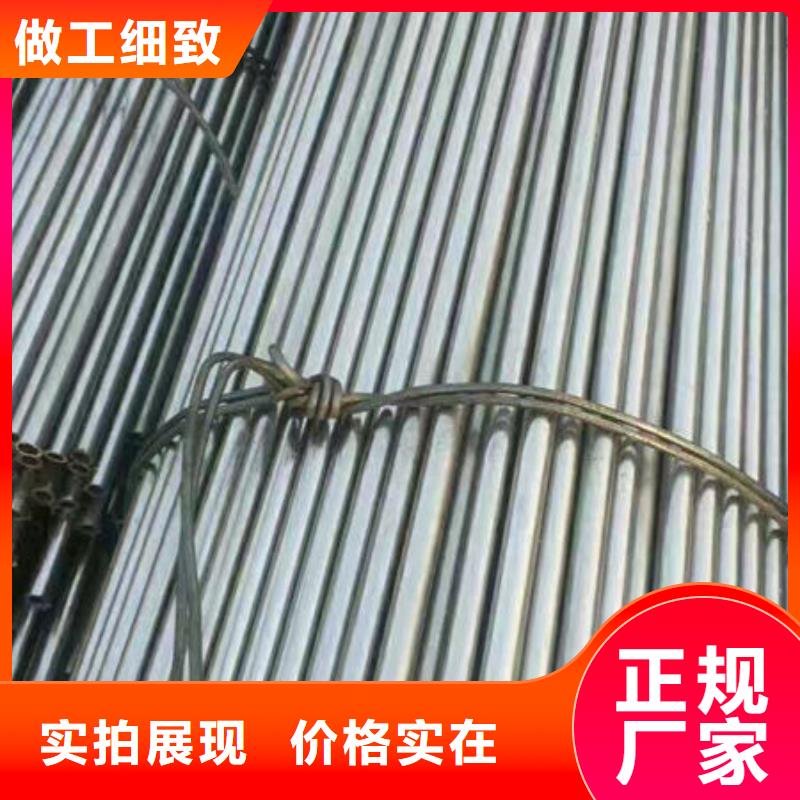
若欲獲得尺寸更小和質量更好的無縫管,必須采用冷軋、冷拔或者兩者聯合的方法。冷軋通常在二輥式軋機上進行,鋼管在變斷面圓孔槽和不動的錐形頂頭所組成的環形孔型中軋制。冷拔通常在0.5~100T的單鏈式或雙鏈式冷拔機上進行。
擠壓法即將加熱好的管坯放在密閉的擠壓圓筒內,穿孔棒與擠壓桿一起運動,使擠壓件從較小的模孔中擠出。此法可生產直徑較小的鋼管。
用途
無縫管用途很廣泛。一般用途的無縫管由普通碳素結構鋼、低合金結構鋼或合金結構鋼軋制,產量多,主要用作輸送流體的管道或結構零件。
根據用途不同分三類供應:a、按化學成分和機械性能供應;b、按機械性能供應;c、按水壓試驗供應。按a、b類供應的鋼管,如用于承受液體壓力,也要進行水壓試驗。
專門用途的無縫管有鍋爐用無縫管、地質用無縫管及石油用無縫管等多種。



精密無縫鋼管怎么提高工藝生產技術
高功能耐腐蝕鋼制作的關鍵技能。研討不同腐蝕環境下的鋼材腐蝕機理,使用功能和點評方法(海洋腐蝕,酸性環境油氣腐蝕,大氣腐蝕,耐磨腐蝕等);根據產品生命周期概念的資料規劃方法研討不同腐蝕機理耐腐蝕鋼合金成分規劃,鍛煉,連鑄,操控軋制和冷卻,焊接,機械加工等技能,形成耐腐蝕鋼資料體系我國精密無縫鋼管自己的常識產權。
鋼鐵是定制智能制作的關鍵技能。為整個進程定制制作體系;鋼鐵工業供應鏈智能優化技能;鋼材智能規劃與優化技能;鋼結構功能猜測,鋼型合并和鋼工藝參數和諧優化操控;鋼鐵工藝大數據時空盯梢同步和大數據和常識混合挖掘剖析技能;根據出產進程的大數據和出產經驗的高精度出產模型和常識庫;用戶定制的產品功能參數,用于牽引鋼動態固結和鋼材安排功能動態猜測技能。



1、精密無縫鋼管穿孔管坯過長,為了頂頭提高壽命,將內冷卻水增大,但是毛管產生螺旋陰陽面,毛管表面紅黑兩種明顯溫度,就是產生螺旋外徑大小。 在冷拔精軋機加工時,由于毛管表面溫度紅黑存在,鋼性硬度不一致, 所在金屬延伸時,產生不同步,黑色的壁厚厚,紅包壁厚薄,黑色的外徑小,紅色的外徑大。-般穿鋼管下料09-1.0米,這樣頂頭內冷卻水控制小點,有利毛管表面不容易陰陽面。
2、穿孔機前臺送料口(進口嘴)凄壓緊,不能有擺動現象。管坯咬入后,管坯尾巴產生甩動,頂頭居穿孔時,左右搖擺,產生毛管波浪高低不平,并且均勻度壁厚準,同樣送料內徑不太大,也會管坯尾巴產生甩動厲害,一般送料內徑此管坯大15毫米, 這樣管坯咬入時,管坯較為穩定。
精密無縫鋼管出現很不尋常的S形彎的情況都是那些原因引起的
3、定心輥的調正,毛管接近 架定心輥時, 即將打開,從而毛管進入 架定心輥內, 接近定心輥及進入定心輥內,在這段時間很短的階段,往往第二架定心將頂桿調正比較低時,毛管會產生頂頭工作時不穩定(毛管接近 架定心輥時, 打開,毛管往下沉,進入定心輥內,毛管又往上升,這樣一低一升,頂頭這里也-低升,逐步毛管產生壁厚不均勻。
4、精密無縫鋼管管坯斷料與鋸料I者有所不同。鋸料沒有壓扁度,穿孔咬入準,頭部壁厚勻度較好,斷料壓扁度大,有時壁厚負差大,而且往往產生咬入不良,精鋼管管坯頭部從而受軋輥內冷卻水及頁頭的冷卻水沖擊,毛管頭部一般產生嚴重陰陽面,而且精軋后,頭部容易開裂。
5、精密無縫鋼管頂頭與毛管內壁間隙不能過小。過小,毛管容易產生麻花波浪高低不平,而且由于間隙較小,頂頭噴水循環流動減慢,并且頂頭損壞較快,一般40-6坯,頂頭直徑不小于毛管內徑5-6毫米,有時頂頭使用大-點,毛管外徑可以適當大一點。