


在生產中需要仔細控制以下幾點:
1。發管。毛細管壁厚應均勻,內、外表面缺陷較少。應配置拋光外表面和清理內孔缺陷的設備。
2。復查。在冷拔精密無縫鋼管生產中,與普通冷拔鋼管相比,增加了熱軋毛細管酸洗和復檢工藝。這是為了確保在毛細管的外表面上沒有諸如折疊和裂紋之類的缺陷,并且諸如在毛細管的內表面上的折疊、嚴重標記和亞麻表面之類的缺陷。
三。工具。冷拔精密無縫鋼管生產中所用刀具的表面光潔度一般應高于 Ra0.4,尺寸精度應高于 H3,硬度應高于 HRC70。同時,在拉深過程中不會出現頭部或模具的卡死現象。
4。無縫鋼管廠家的生產工藝可以分為冷拔與熱軋兩種,冷軋無縫鋼管的生產流程一般要比熱軋要復雜,管坯首先要進行三輥連軋,擠壓后要進行定徑測試,如果表面沒有響應裂紋后圓管要經過割機進行切割,切割成長度約一米的坯料。退火。退火是冷拔鋼管生產過程中的一個非常重要的環節。退火的質量不僅影響鋼管的性能,而且影響氧化皮的去除。因此,有必要配備冷拔精密鋼管用無氧化光亮退火爐。
5。精密無縫鋼管是用10、20、30、35、45等優質碳結鋼16Mn、5MnV等低合金結構鋼或40Cr、30CrMnSi、45Mn2、40MnB等合結鋼熱軋或冷軋制成的。酸洗。在精密無縫鋼管的酸洗過程中,容易形成以 FE2O3、FE3O4 為主的黑渣,在隨后的生產中,表面會形成黑點。FE2O3 和 FE3O4 易溶于鹽酸。為了防止黑斑的形成,應在酸池中加入 5~10g/ L 的 NaCl。
6。潤滑。應選用樹脂作為潤滑劑。與磷化和潤滑相比,潤滑具有明顯的差異。拉拔鋼管具有鐵基體的特點,不僅光潔度高,而且具有冷軋鋼管那樣的美觀。
7。厚壁無縫鋼管廣泛用于制造結構件和機械零件,如石油鉆桿、汽車傳動軸、自行車架以及建筑施工中用的鋼腳手架等用鋼管制造環形零件,可提高材料利用率,簡化制造工序,節約材料和加工工時,已廣泛用鋼管來制造。冷拔精密無縫鋼管生產的冷工業控制,包括模具設計、退火、酸洗、潤滑等。同時,我們應該在毛細管的質量檢驗和裝修做好。
采購冷拔無縫鋼管需要注意事項:
一、要盡可能到大型冷拔無縫鋼管生產企業的經銷部門或專賣店去購買,這些銷售部門的冷拔無縫鋼管由生產企業直供,冷拔無縫鋼管質量較有保證;
二、要查看有無冷拔無縫鋼管生產企業出具的產品質量證明書和實行生產許可證管理的編號;
三、要看冷拔無縫鋼管表面質量和標志。冷拔無縫鋼管應在其表面軋上牌號標志、廠名(或商標)和直徑;
四、注意觀察,冷拔無縫鋼管的表面是不允許有裂紋、結疤和折疊等缺陷的,如果你選購的冷拔無縫鋼管存在上述問題,務請留意。



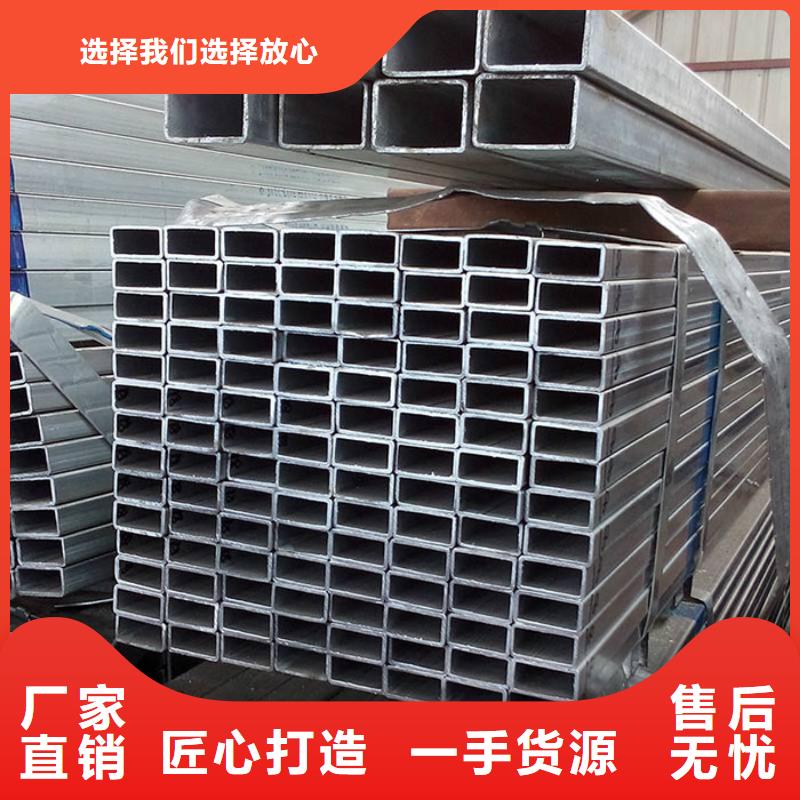
鑫森通達無縫鋼管有限公司企業主要產品有 吉林長春方管等產品。鑫森通達無縫鋼管有限公司的開發緊追時代潮流,不斷推出更新穎、更優質的鑫森通達無縫鋼管有限公司系列產品。


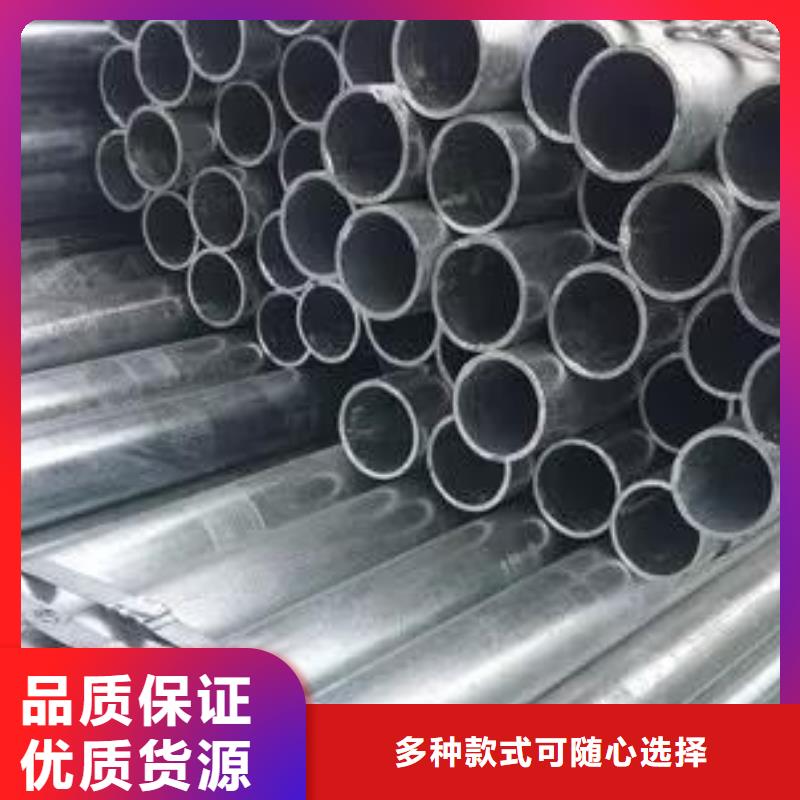
熱軋無縫鋼管分一般鋼管,低、中壓鍋爐鋼管,高壓鍋爐鋼管、合金鋼管、不銹鋼管、石油裂化管、地質鋼管和其它鋼管等。冷軋(撥)無縫鋼管除分一般鋼管、低中壓鍋爐鋼管、高壓鍋爐鋼管、合金鋼管、不銹鋼管、石油裂化管、其它鋼管外,還包括碳素薄壁鋼管、合金薄壁鋼管、不銹薄壁鋼管、異型鋼管。
熱軋無縫管外徑一般大于 32mm,壁厚2.5-75mm,冷軋無縫鋼管外徑可以到6mm,壁厚可到0.25mm,薄壁管外徑可到5mm,壁厚小于0.25mm,冷軋比熱軋尺寸精度高。一般用無縫鋼管:是用10、20、30、35、45等優質碳結鋼16Mn、5MnV等低合金結構鋼或40Cr、30CrMnSi、45Mn2、40MnB等合金鋼熱軋或冷軋制成的。
低碳鋼制造的無縫管主要用于流體輸送管道。45、40Cr等中碳鋼制成的無縫管用來制造機械零件,如汽車、拖拉機的受力零件。一般用無縫鋼管要保證強度和壓扁試驗。熱軋鋼管以熱軋狀態或熱處理狀態交貨;冷軋以熱處理狀態交貨熱軋的鋼材產品,對于厚度和邊寬這方面不好控制。
我們熟知熱脹冷縮,由于開始的時候熱軋出來即使是長度、厚度都達標, 冷卻后還是會出現一定的負差,這種負差邊寬越寬,厚度越厚表現的越明顯。所以對于大號的鋼材,對于鋼材的邊寬、厚度、長度,角度,以及邊線都沒法要求太



304不銹鋼板折彎加工的特點
304不銹板外表美觀以及運用可能性多樣化,耐腐蝕性能好,比普通鋼持久耐用 304不銹鋼板耐腐蝕性好 強度高,因此薄板運用的可能性大,耐高溫氧化及強度高
,因而可以抗火災 常溫加工,即容易塑性加工,由于不用外表處置,所以煩瑣、維護簡單 清潔,光亮度高 焊接性能好。
316與304在化學成分上的超主要區別就是316含Mo,而且普通公認,316的耐腐蝕性更好些,比304在高溫環境下更耐腐蝕。所以在高溫環境下,工程師普通都會選用
316資料的零部件。但所謂事無當然,在濃硫酸環境下,再高溫度也千萬別用316,我們曉得為了避免在高溫狀況下螺紋咬死,需求涂抹的一種黑乎乎的固體光滑劑。
304由于不銹鋼自身屈從點高,硬度高,冷作硬化效應顯著,304不銹鋼板停止折彎時其特性如下:因導熱性比普通低碳鋼差,延伸率低,招致所需變形力大;不銹鋼板
料在折彎時與碳鋼相比有激烈的回彈傾向;不銹鋼板相關于碳鋼由于延伸率低, 折彎時工件折彎角R要大于碳鋼,否則有呈現裂紋的可能;由于304不銹鋼板硬度高,冷作
硬化效應顯著因而在選擇壓彎刀具時要選擇熱處置硬度應到達60HRC以上的工具鋼, 其外表粗糙度要比碳鋼的壓彎刀具高一個數量級。
依據以上特性,普通來說:單位尺寸下,板材越厚,所需折彎力越大,而且隨著板厚增大在選擇折彎設備時折彎力的裕量應該更大;單位尺寸下,抗拉強度越大,延伸率
越小,所需折彎力越大,折彎角應該越大。
依據實踐狀況,一道彎工件的展開尺寸為直角邊相加減去兩個板厚,完整能夠滿足設計精度請求,依據經歷公式計算展開量可簡化計算過程大大進步消費效率;材質
的屈從強度越大,彈性回復量就越大,為取得折彎件90度的角度,所需壓刀的角度就要設計的越小。相關于碳鋼相同板厚的304不銹鋼板折彎角較大,這一點應特別留意否
則會呈現壓彎裂紋,影響工件強度。無時非在該拉淡件由凸模外退沒時立即產生,有時非在拉深變形先蒙碰打或者振靜時發熟;也有時在拉深變形先經由一段光陰的存放
或者在應用進程中才發作。



