服務(wù)熱線(xiàn):13863560558

您可能對(duì)梅州本地以下產(chǎn)品新聞也感興趣
更新時(shí)間:2025-01-05 08:11:36 瀏覽次數(shù):2 公司名稱(chēng):聊城 龍麗金屬材料有限公司
| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價(jià)格 | 473 |
| 發(fā)貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運(yùn)費(fèi)說(shuō)明 | 電議 |
| 無(wú)縫鋼管 | 國(guó)標(biāo) |
| 無(wú)縫鋼管 | 國(guó)標(biāo) |


縫鋼管來(lái)圖來(lái)樣定制")
縫鋼管來(lái)圖來(lái)樣定制")
精密鋼管的生產(chǎn)方法:
管材的生產(chǎn)方法有熱軋(見(jiàn)熱軋無(wú)縫管)、熱擠壓(見(jiàn)管材擠壓)、焊接以及冷加工(見(jiàn)管材冷軋冷拔)等。無(wú)縫精密鋼管大都由熱軋生產(chǎn),有色金屬管和低塑性高合金精密鋼管主要用熱擠壓法生產(chǎn)。熱軋無(wú)縫管的主要工序有管坯準(zhǔn)備(包括切斷和清理缺陷)、定心、管坯穿孔、毛管軋制、荒管精軋等。石油地質(zhì)管還要經(jīng)過(guò)管端加工工序。在管坯穿孔工序中,由于穿孔方法的不同,穿孔分斜軋穿孔(見(jiàn)二輥斜軋穿孔和三輥斜軋穿孔)、菌式穿孔機(jī)穿孔、壓力穿孔和推軋穿孔等。穿孔后的毛管按軋管方法的不同分自動(dòng)軋管機(jī)軋管、管材斜軋延伸、周期式軋管機(jī)軋管、連續(xù)軋管機(jī)軋管和頂管。荒管通過(guò)精軋得到各種熱軋成品管。精軋的方式包括管材均整、管材定徑、管材減徑和管材熱擴(kuò)徑等。
縫鋼管來(lái)圖來(lái)樣定制")
縫鋼管來(lái)圖來(lái)樣定制")
縫鋼管來(lái)圖來(lái)樣定制")
高性?xún)r(jià)比的 廣東梅州精拉光亮管行業(yè)解決方案
①擁有 廣東梅州精拉光亮管行業(yè)加工解決方案經(jīng)驗(yàn),為您量身定制行業(yè)專(zhuān)屬方案
②免費(fèi)提供 廣東梅州精拉光亮管產(chǎn)品試樣加工,歡迎廣大客戶(hù)來(lái)電咨詢(xún)
③ 廣東梅州精拉光亮管產(chǎn)品性能穩(wěn)定,質(zhì)量可靠,且具性?xún)r(jià)比
④能夠按時(shí)完成客戶(hù) 廣東梅州精拉光亮管訂單,根據(jù)客戶(hù)需求提供技術(shù) 廣東梅州精拉光亮管產(chǎn)品調(diào)整和個(gè)性化定制
縫鋼管來(lái)圖來(lái)樣定制")
縫鋼管來(lái)圖來(lái)樣定制")
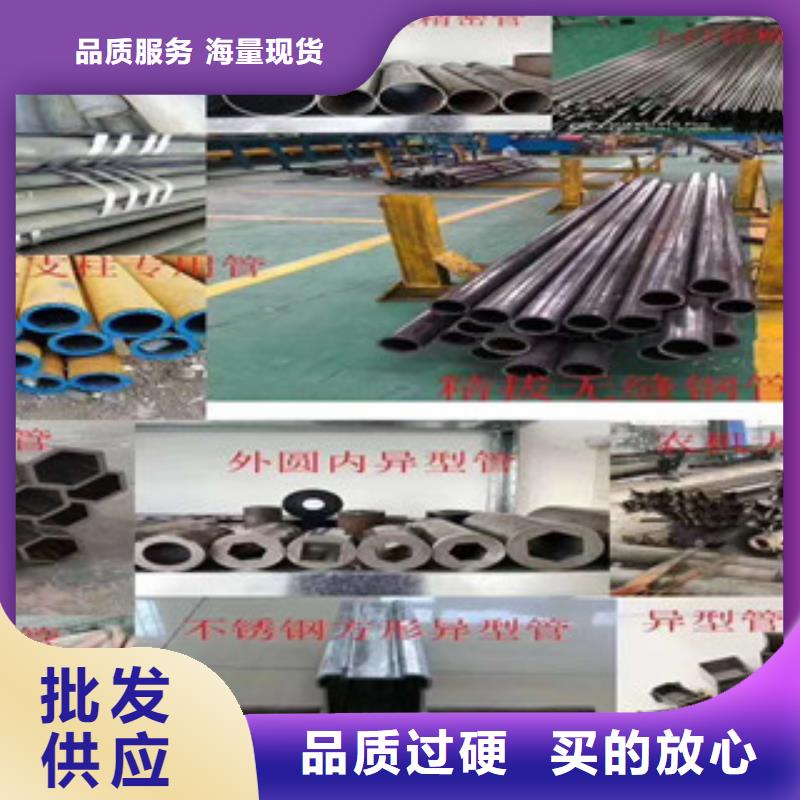
精密鋼管復(fù)合管、大口徑涂敷精密鋼管
鋼塑復(fù)合管以熱浸鍍鋅精密鋼管作基體,經(jīng)粉末熔融噴涂技術(shù)在內(nèi)壁(需要時(shí)外壁亦可)涂敷塑料而成,性能優(yōu)異。與鍍鋅管相比,具有抗腐蝕、不生銹、不積垢、光滑流暢、清潔,使用壽命長(zhǎng)等優(yōu)點(diǎn)。據(jù)測(cè)試,鋼塑復(fù)合管的使用壽命為鍍鋅管的三倍以上。與塑料管相比,具有機(jī)械強(qiáng)度高,耐壓、耐熱性好等優(yōu)點(diǎn)。由于基體是精密鋼管,所以不存在脆化、老化問(wèn)題。可廣泛應(yīng)用于自來(lái)水、煤氣、化工產(chǎn)品等流體輸送及取暖工程,是鍍鋅管的升級(jí)換代產(chǎn)品。由于其安裝使用方法與傳統(tǒng)的鍍鋅管基本相同,管件形式也完全相同,而且能代替鋁塑復(fù)合管在大口徑自來(lái)水輸送上發(fā)揮作用,深受用戶(hù)歡迎,已成為管道市場(chǎng) 競(jìng)爭(zhēng)力的新產(chǎn)品之一。
涂敷精密鋼管是在大口徑螺旋焊管和高頻焊管基礎(chǔ)上涂敷塑料而成, 管口直徑達(dá)1200mm,可根據(jù)不同的需要涂敷聚氯乙烯(PVC)、聚乙烯(PE)、環(huán)氧樹(shù)脂(EPOZY)等各種不同性能的塑料涂層,附著力好,抗腐蝕性強(qiáng),可耐強(qiáng)酸、強(qiáng)堿及其它化學(xué)腐蝕,、不銹蝕、耐磨、耐沖擊、耐滲透性強(qiáng),管道表面光滑,不粘附任何物質(zhì),能降低輸送時(shí)的阻力,提高流量及輸送效率,減少輸送壓力損失。涂層中無(wú)溶劑,無(wú)可滲出物質(zhì),因而不會(huì)污染所輸送的介質(zhì),從而保證流體的純潔度和衛(wèi)生性,在-40℃到+80℃范圍可冷熱循環(huán)交替使用,不老化、不龜裂,因而可以在寒冷地帶等苛刻的環(huán)境下使用。
大口徑涂敷精密鋼管廣泛應(yīng)用于自來(lái)水、天然氣、石油、化工、醫(yī)藥、通訊、電力、海洋等工程領(lǐng)域。
縫鋼管來(lái)圖來(lái)樣定制")
縫鋼管來(lái)圖來(lái)樣定制")
縫鋼管來(lái)圖來(lái)樣定制")
精密鋼管擠壓工藝參數(shù)
包括擠壓溫度、擠壓速度和擠壓比。擠壓溫度隨合金不同而異。各種金屬和合金管材的擠壓溫度列于表1。擠壓速度取決于合金種類(lèi)、 塑性溫度范圍、產(chǎn)品表面質(zhì)量、組織和性能、形狀和規(guī)格、錠坯種類(lèi)和狀態(tài)、擠壓方法、變形程度、工具允許的壓力、擠壓機(jī)能力等。各種金屬和合金管材的金屬流出速度列于表2。
管材生產(chǎn)的擠壓比一般都在較寬的范圍內(nèi)變化,主要取決于擠壓機(jī)能力、擠壓筒大小和合金種類(lèi)等因素。厚壁鋁合金管的擠壓比應(yīng)大于8,但不宜過(guò)大,以保證所需的性能。采用焊合法擠壓時(shí),擠壓比應(yīng)大于25。紫銅管的擠壓比為250左右;a黃銅的為60~300, β黃銅和(α+β)黃銅的可達(dá)到700左右;青銅的擠壓比為50~100;白銅的擠壓比大致為80。鈦及鈦合金管材的 擠壓比為100。
縫鋼管來(lái)圖來(lái)樣定制")


