服務熱線:13703124992
聯系我們

更新時間:2025-01-16 14:38:48 瀏覽次數:8 公司名稱: 鉅順模具制造廠
| 產品參數 | |
|---|---|
| 產品價格 | 28 |
| 發貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運費說明 | 電議 |
| 品牌 | 鉅順模具 |
| 產品分類 | 玻璃鋼模具,鋼模具,塑料模具 |
| 產品材質 | 玻璃鋼,樹脂 |
| 產品規格 | 根據客戶要求規格定制 |
| 加工周期 | 3-7天 |
| 生產能力 | 10000 |
| 模具用途 | 手糊玻璃鋼 |
| 模具用途 | 混凝土模具 |
| 包裝 | 普通 |
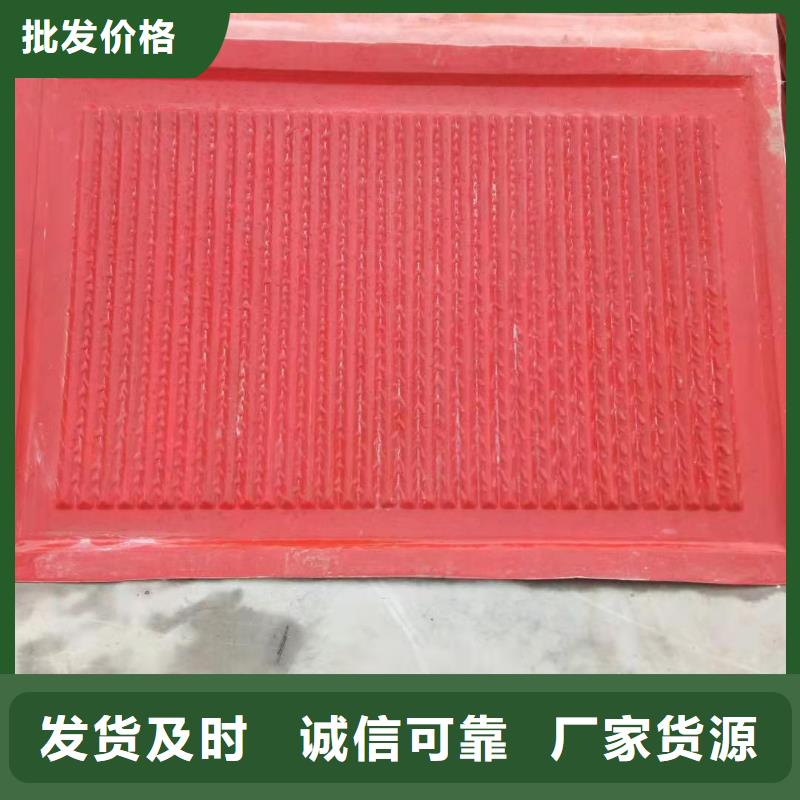


主營產品 安徽宣城高速蓋板模具成熟工藝,品質可鑒,誠信、質量是我們的服務宗旨,真材實料制作而成。多年行業經驗,產品細節讓您選擇鉅順模具制造廠。
我司實力雄厚,重信用、守合同、保障產品質量,以多種經營特色和薄利多銷的原則,獲得了廣大客戶的信任。


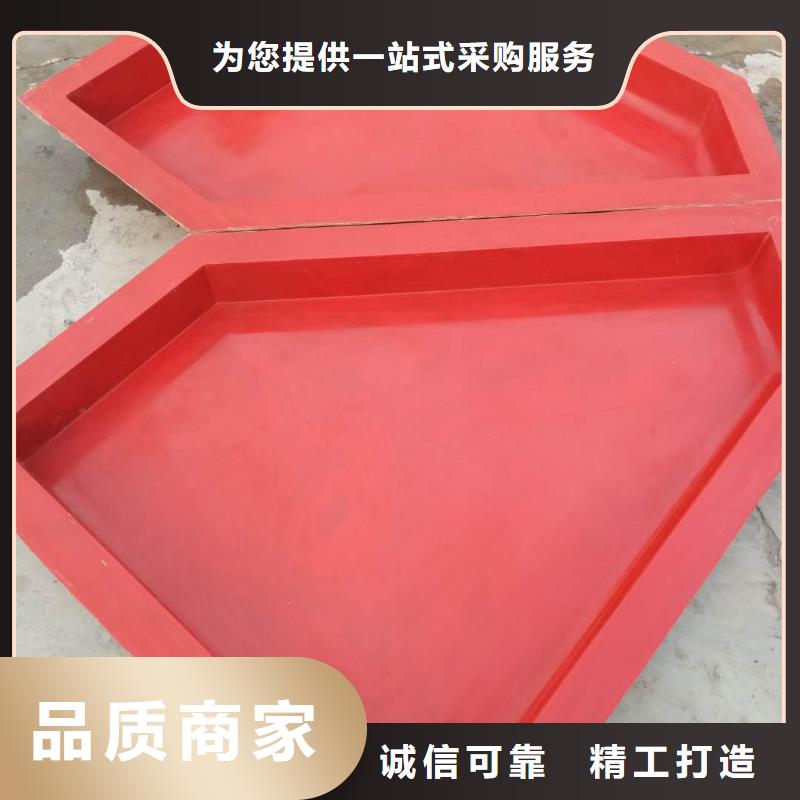
另外本廠提供專門定制不同尺寸型號的模具,產品質量精致,價格實惠,歡迎廣大新老客戶來廠參觀,咨詢,
以合理的價格,更高的質量、更快捷方便的運輸為你服務.

原輔材料的選用選用優質的原輔材料,是制造高品質模具的重要條件。用于制造模具的原輔材料成本對于總成本來說只占很小的百分比,不能試圖節約而使用產品樹脂或已過貯存期的材料和劣質材料。
模具膠衣的檢驗模具膠衣的貯存期是要求非常嚴格的指標,依照膠衣供應商的建議是十分重要的,大多數情況下,生產者能夠保證膠衣從包裝到一特定時間的使用質量。因此,生產者與檢查者應經常檢驗每桶膠衣的生產日期或日期編號,以便確認膠衣是否在有效的使用期內。
⑴混合在使用前用一氣動攪拌器徹底攪拌每一桶模具膠衣,并確保桶里所有的材料都得到完全的混合,然后,允許膠衣停留幾分鐘以恢復到它自身的黏度,再進行使用。
⑵溫度核實膠衣的溫度在21~28℃范圍內,該溫度是制模工藝要求的適宜溫度。
制定合理的制模時間表安排適宜的制模時間表是制造好模具的因素之一。采用傳統的鋪層方法所需求的時間均由這些原輔材料的化學特性決定的,企圖走捷徑或加速工藝,都將對模具的質量產生不良的影響玻璃鋼模具材料的選擇
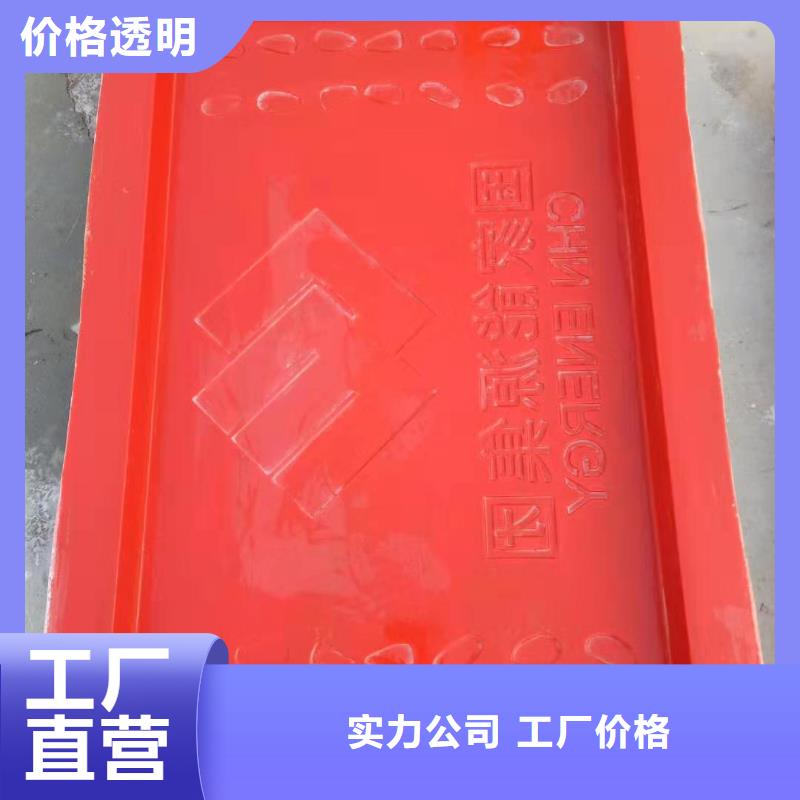
基體樹脂要求固化收縮率低,電絕緣性能極好,對各種酸堿及有機溶劑都很穩定,抗拉強度可達450~700kg/cm2,抗彎曲強度可達900~1200kg/cm2。固化劑采用m50固化劑。模具膠衣采用耐高溫、硬度高、韌性好的模具專用膠衣。制作FRP模具的纖維增強材料采用300g/m2無堿短切氈、表面氈采用40g/m2和0.2mm或0.4mm玻璃纖維方格布。
玻璃鋼模具工藝規程
利用RP原型為母模手糊成型玻璃鋼模具的工藝流程。這種方法是以液態的樹脂與有機或無機材料混合作為基體材料,并以原型為基準手工逐層糊制模具的一種制模方法(4)樹脂膠液配制由于常溫樹脂粘度很大,可先將不飽和聚酯樹脂在60℃恒溫箱中加熱30min,以降低其粘度,再加入20~25份的固化劑(固化劑的加入量應根據當時的氣溫、現場溫度適當增減),迅速攪拌,進行真空脫泡1~3分鐘,以除去樹脂膠液中的氣泡,即可使用。
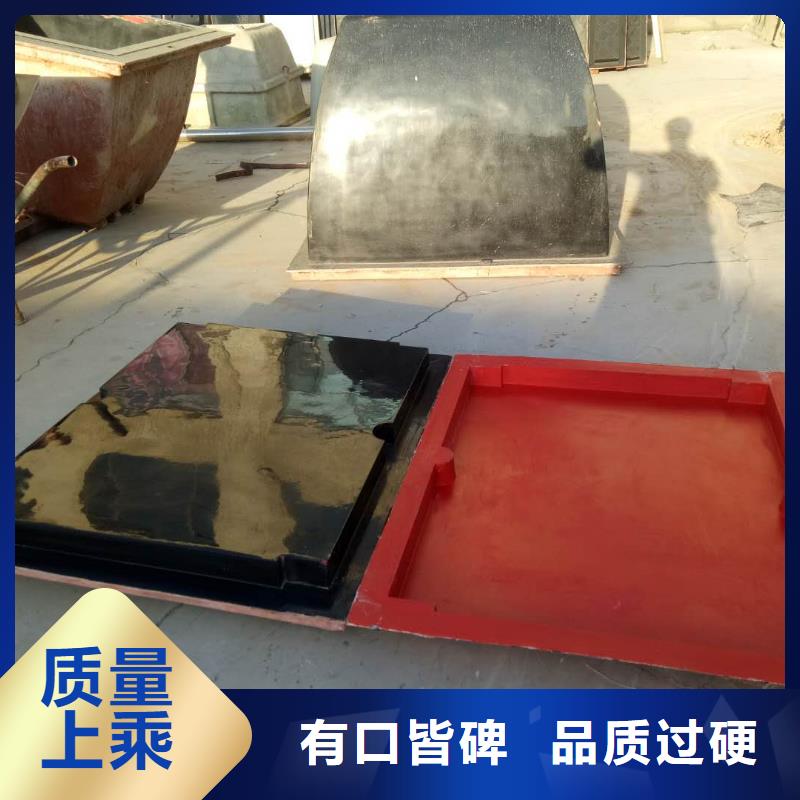
(5)玻璃纖維逐層糊制待膠衣初凝,手感軟而不粘時,將調配好的環氧樹脂膠液涂刷到經膠凝的模具膠衣上,隨即鋪一層短切氈,壓實,排出氣泡。積累方法進行逐層糊制,直到所需厚度。在糊制過程中,要嚴格控制每層樹脂膠液的用量,既要能充分浸潤纖維,又不能過多。含膠量高,氣泡不易排除,而且造成固化放熱大,收縮率大。整個糊制過程實行多次成型,每次糊制2~3層后,要待固化放熱高峰過了之后(即樹脂膠液較粘稠時,在20℃一般60min左右),方可進行下一層的糊制。糊制時玻璃纖維布必須鋪覆平整,玻璃布之間的接縫應互相錯開,盡量不要在棱角處搭接。要注意用毛刷將布層壓緊,使含膠量均勻,趕出氣泡,有些情況下,需要用尖狀物,將氣泡挑開。一片模具固化后,切除多余飛邊,清理模具及另一半原型表面上的雜物,即可打脫模劑,制作膠衣層,放置注射孔與排氣孔,進行第二片模具的糊制。待第二片模具固化后,切除多余的飛邊。為保證模具有足夠的強度,避免模具變形。可適當的粘結一些支撐件、緊固件、定位銷等以完善模具結構。
(6)脫模修整在常溫(20℃左右)下糊制好的模具,一般48小時基本固化定型,即能脫模。脫模時盡可能使用壓縮空氣斷續吹氣,以使模具和母模逐漸分離。一般 用400#~1000#水砂紙依次打磨模具表面,使用拋光機對模具進行表面拋光。所有的工序完成之后模具即可交付使用。




