
我們誠意滿滿地為您制作了這部無縫鋼管-Q355B方管精工打造產品視頻,旨在、多角度地展現產品的各項功能和特點。通過觀看這部視頻,您將更直觀地了解產品的設計理念、材質選擇以及獨特優勢。
以下是:無縫鋼管-Q355B方管精工打造的圖文介紹
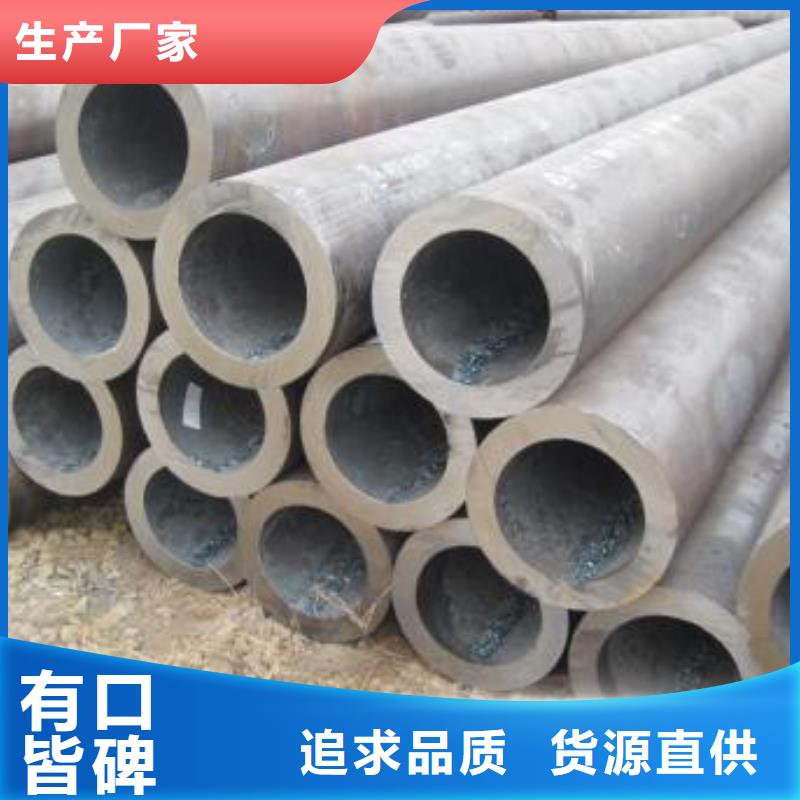
碩鑫鋼管有限公司
專業生產揚州20G無縫鋼管

揚州20G無縫鋼管的圖文介紹
加工定制實力商家

碩鑫鋼管有限公司本著精益求精,止與至善的原則,為客戶提供的產品,的服務,合理的價格為宗旨。我們深信我們的真誠、真心一定會贏得你的信任。我們期待與您合作!





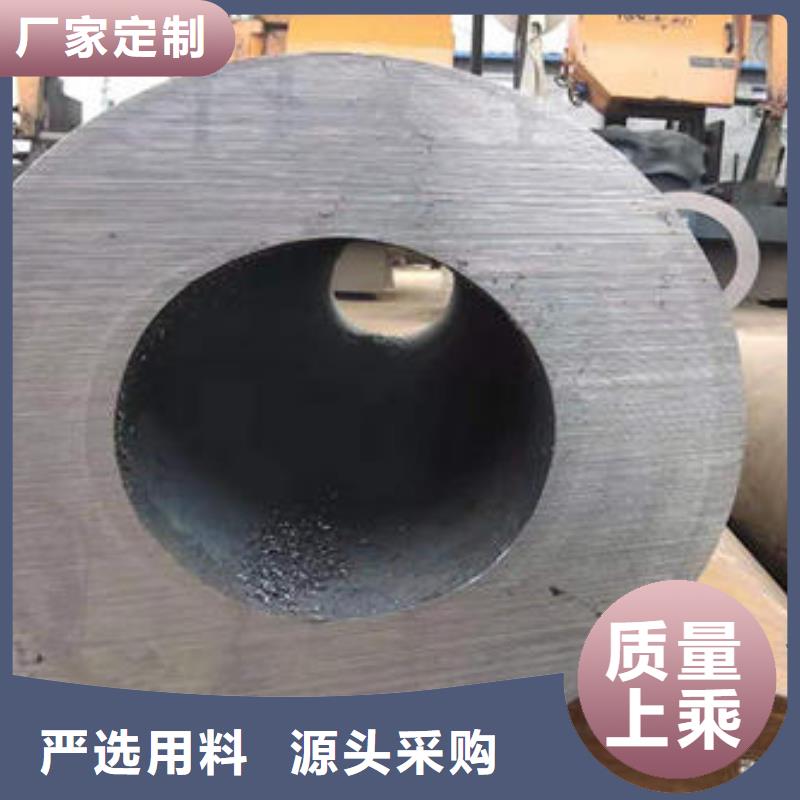
27simn無縫鋼管的出產工藝流程
27simn無縫鋼管的出產工藝流程包含坯料軋前預備、管坯加熱、穿孔、軋制、定減徑、鋼管冷卻、鋼管切頭尾、分段、矯直、探傷、人工查看、噴標打印、打捆包裝等根本工序。當今熱軋無縫鋼管出產一般首要變形工序有三個:穿孔、軋管和定減徑。
穿孔是將實心的管坯穿制成空心的毛管,其設備被稱為穿孔機:對穿孔工藝的要求是:要確保穿出的毛管壁厚均勻,橢圓度小,幾許尺度精度高;毛管的表里外表較潤滑,不得有結疤、折疊、裂紋等缺點;要有相應的穿孔速度和軋鍘周期,以習慣整個機組的出產節奏,使毛管的終軋溫度能滿意軋管機的要求。
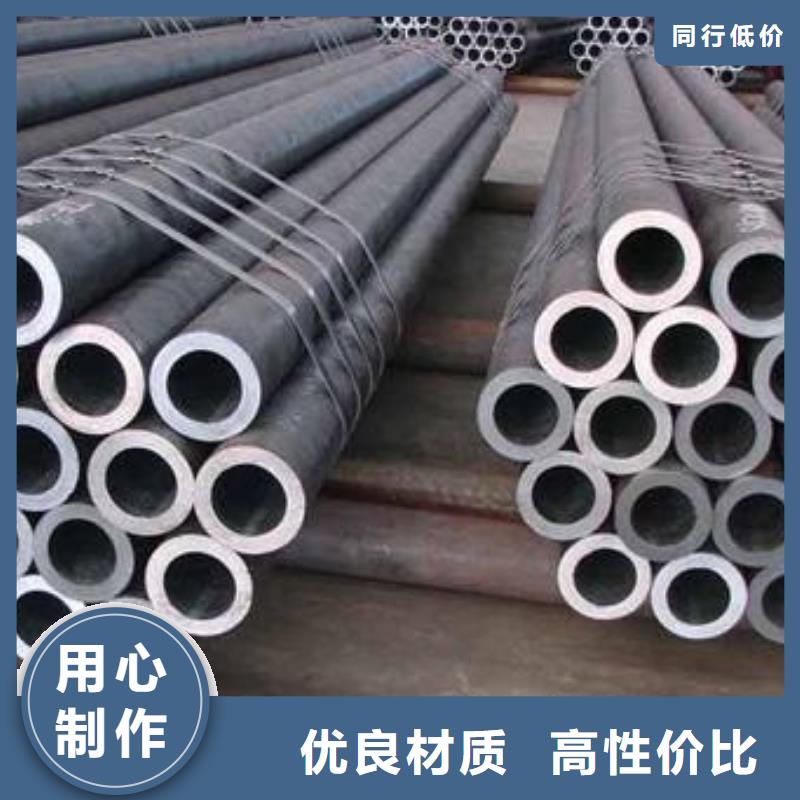
軋管是將穿孔后的厚壁毛管壓成薄壁的荒管,以到達成品管所要求的熱尺度和均勻性。即依據后續工序減徑量和經歷公式確定本工序荒管的壁厚植進行壁厚的加工,該設備被稱為軋管機。
對軋管工藝的要求是:將厚壁毛管變成薄壁荒管(減壁延伸)時首先要確保荒管具有較高的壁厚均勻度;荒管具有杰出的表里外表質量。軋管機的選型及其與穿孔工序之間變形量的合理匹配,是決議機組產品質量、產值和技能經濟指標好壞的要害。
27simn無縫鋼管的出產工藝流程包含坯料軋前預備、管坯加熱、穿孔、軋制、定減徑、鋼管冷卻、鋼管切頭尾、分段、矯直、探傷、人工查看、噴標打印、打捆包裝等根本工序。當今熱軋無縫鋼管出產一般首要變形工序有三個:穿孔、軋管和定減徑。
穿孔是將實心的管坯穿制成空心的毛管,其設備被稱為穿孔機:對穿孔工藝的要求是:要確保穿出的毛管壁厚均勻,橢圓度小,幾許尺度精度高;毛管的表里外表較潤滑,不得有結疤、折疊、裂紋等缺點;要有相應的穿孔速度和軋鍘周期,以習慣整個機組的出產節奏,使毛管的終軋溫度能滿意軋管機的要求。
軋管是將穿孔后的厚壁毛管壓成薄壁的荒管,以到達成品管所要求的熱尺度和均勻性。即依據后續工序減徑量和經歷公式確定本工序荒管的壁厚植進行壁厚的加工,該設備被稱為軋管機。
對軋管工藝的要求是:將厚壁毛管變成薄壁荒管(減壁延伸)時首先要確保荒管具有較高的壁厚均勻度;荒管具有杰出的表里外表質量。軋管機的選型及其與穿孔工序之間變形量的合理匹配,是決議機組產品質量、產值和技能經濟指標好壞的要害。