
聯(lián)系我們

- 燃料無醇燃料勾兌技術(shù)48小時(shí)發(fā)貨
- 污水處理實(shí)驗(yàn)室污水處理設(shè)備實(shí)力工廠
- 蛙人服務(wù)公司水下清淤齊全
- 切割剪力墻切割工程價(jià)格低于同行
- 烘干機(jī)【二手滾筒烘干機(jī)】用的放心
- 【無縫鋼管地質(zhì)鋼管售后無憂】
- 防撞護(hù)欄橋梁防撞護(hù)欄本地配送
- 無縫管高壓油管實(shí)力公司
- 【劇本殺復(fù)盤】劇本殺復(fù)盤免費(fèi)專業(yè)團(tuán)隊(duì)
- 返空車成都到物流貨運(yùn)返空車回程車回頭貨車守合同重信用
- 文昌市工業(yè)離心風(fēng)機(jī)排煙風(fēng)機(jī)解決方案
- 屋脊薄型天窗發(fā)貨快
- 升降機(jī)-廠房貨梯N年生產(chǎn)經(jīng)驗(yàn)
- 鋁管黃銅帶源廠直銷
- 日照大理石測量平臺00級精度誤差
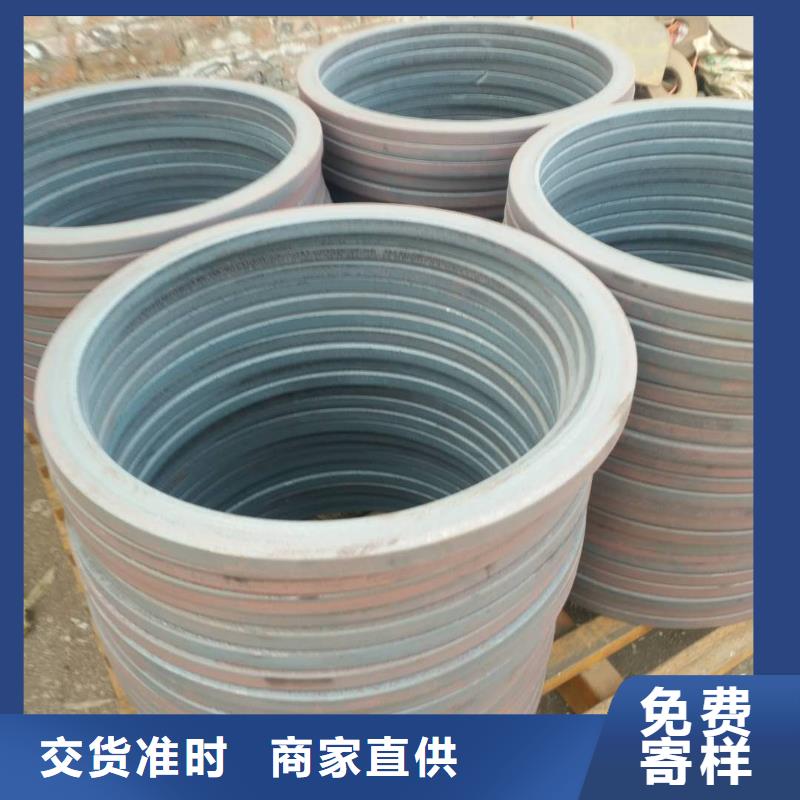
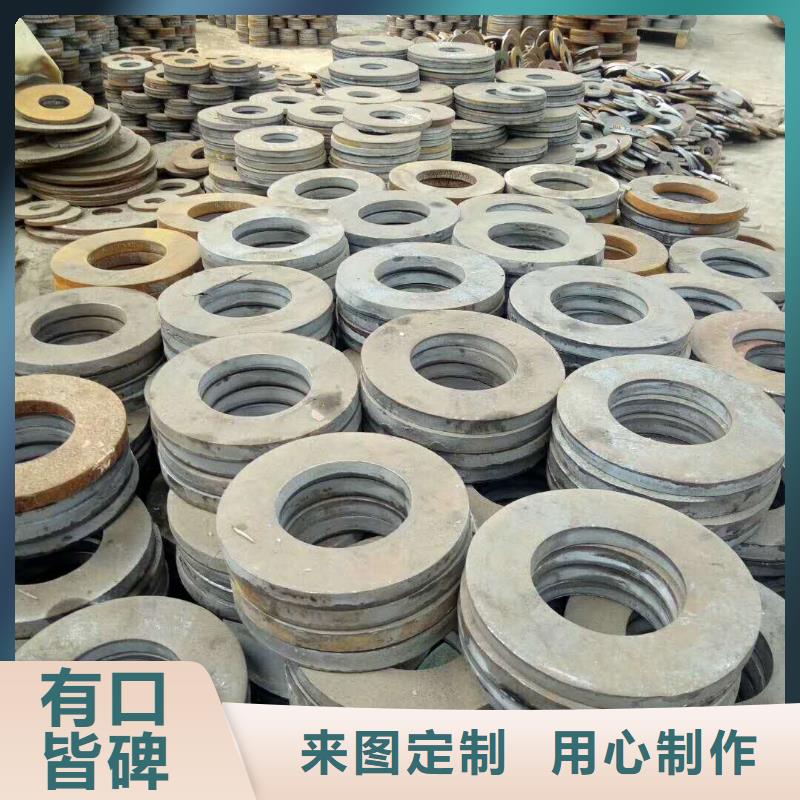
法蘭毛坯齒圈毛坯專業(yè)生產(chǎn)設(shè)備
更新時(shí)間:2025-02-06 18:58:52 瀏覽次數(shù):7 公司名稱:聊城 搏遠(yuǎn)金屬制品有限公司
| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價(jià)格 | 電議 |
| 發(fā)貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運(yùn)費(fèi)說明 | 電議 |
| 材質(zhì) | 235 16mn 20# 45# 20CR 40CR等 |
| 產(chǎn)地 | 聊城 |
| 規(guī)格 | 齊全 |
| 顏色 | 黑色金屬 |



生產(chǎn)設(shè)備")
生產(chǎn)設(shè)備")
關(guān)于船用法蘭部份標(biāo)準(zhǔn)代號:
ISO國際標(biāo)準(zhǔn)/GB標(biāo)準(zhǔn)
GB2503-89 國標(biāo)船用鑄鐵法蘭(四進(jìn)位)
GB2504-89 國標(biāo)船用鑄鋼法蘭(四進(jìn)位)
GB2505-89 國標(biāo)船用鑄銅法蘭(四進(jìn)位)
GB2506-89 國標(biāo)船用搭焊鋼法蘭(四進(jìn)位)
GB2507-89 國標(biāo)船用搭焊銅法蘭(四進(jìn)位)
GB2508-89 國標(biāo)船用搭焊鋼環(huán)松套鋼法蘭(四進(jìn)位)
GB/T4450-1995 國標(biāo)船用盲版鋼法蘭
GB10746-89 國標(biāo)船用對焊鋼法蘭(四進(jìn)位)
GB10747-89 國標(biāo)船用對焊鋼環(huán)松套鋼法蘭(四進(jìn)位)
GB10748-89 國標(biāo)船用焊接銅環(huán)松套鋼法蘭(四進(jìn)位)
GB10749-89 國標(biāo)船用銅管折邊松套鋼法蘭(四進(jìn)位)
GB10750-89 國標(biāo)船用扁圓形鑄鐵和鑄鋼法蘭
GB10751-89 國標(biāo)船用扁圓形焊接鋼法蘭
CB蘇聯(lián)標(biāo)準(zhǔn)/行業(yè)標(biāo)準(zhǔn)
CB/T43-1999 國標(biāo)船用鑄鐵法蘭
CB/T44-1995國標(biāo)船用鑄鋼法蘭
CB/T45-1999 國標(biāo)船用鑄銅法蘭
CB/T46-1999 國標(biāo)搭焊鋼法蘭
CB/T47-1999 國標(biāo)對焊鋼法蘭
CB/T48-1999 國標(biāo)焊接銅法蘭
CB/T49-1999 國標(biāo)搭焊鋼環(huán)松套鋼法蘭
CB/T50-1999 國標(biāo)對焊鋼環(huán)松套鋼法蘭
CB/T51-1999 國標(biāo)搭焊銅環(huán)松套鋼法蘭
CB/T52-1999 國標(biāo)銅管折邊松套鋼法蘭
CB856-76 國標(biāo)P30鑄鋼法蘭
CB857-76 國標(biāo)P30鑄銅法蘭
CB858-76 國標(biāo)P30焊接銅法蘭
CB859-76 國標(biāo)P30焊接鋼法蘭
CB1044-83 國標(biāo)P30異徑搭焊銅法蘭
CB1045-83 國標(biāo)P30異徑搭焊銅法蘭
CB1144-85 國標(biāo)P30盲板鋼法蘭
CB*3212-1999 國標(biāo)船用搭焊、對焊、銅焊折邊松套異徑鋼法蘭
CB/T3766-1996 國標(biāo)排氣管鋼法蘭及墊片
CB/T3846-1999 國標(biāo)船用鋁管折邊松套鋁法蘭
CB/T3847-1999 國標(biāo)船用扁圓形焊接鋼法蘭
CB/T3848-1999 國標(biāo)扁圓鑄鐵和主剛鑄鋼法蘭
CB/T3847-1999船用扁圓形焊接法蘭
JIS日本標(biāo)準(zhǔn)/CBM外貿(mào)標(biāo)準(zhǔn)
CBM1004-81 日標(biāo)PN0.2MPa鑄鐵、鑄鋼、搭焊鋼法蘭
CBM1005-81 日標(biāo)PN0.5MPa鑄鐵、鑄鋼法蘭
CBM1006-81 日標(biāo)PN1.0MPa鑄鐵、鑄鋼法蘭
CBM1007-81 日標(biāo)PN1.6MPa鑄鐵、鑄鋼法蘭
CBM1008-81 日標(biāo)PN2.0MPa鑄鋼法蘭
CBM1009-81 日標(biāo)PN3.0MPa鑄鋼法蘭
CBM1010-81 日標(biāo)PN4.0MPa鑄鋼法蘭
CBM1011-81 日標(biāo)PN6.3MPa鑄鋼法蘭
CBM1012-81 日標(biāo)PN0.5MPa搭焊鋼法蘭
CBM1013-81 日標(biāo)PN1.0MPa搭焊鋼法蘭
CBM1014-81 日標(biāo)PN1.6MPa搭焊鋼法蘭
CBM1015-81 日標(biāo)PN2.0MPa搭焊鋼法蘭
CBM1016-81 日標(biāo)PN3.0MPa搭焊鋼法蘭
CBM1017-81 日標(biāo)PN3.0MPa對焊鋼法蘭
CBM1018-81 日標(biāo)PN4.0MPa對焊鋼法蘭
CBM1019-81 日標(biāo)PN6.3MPa對焊鋼法蘭
CBM1020-81 日標(biāo)PN0.5、1.0、1.6MPa鑄銅、搭焊銅法蘭
CBM1021-81 日標(biāo)排氣管鋼法蘭
由于船標(biāo)法蘭具有良好的綜合性能,所以它廣泛用于化工、建筑、給水、排水、石油、輕重工業(yè)、冷凍、衛(wèi)生、水暖、消防、電力、航天、造船等基礎(chǔ)工程。
生產(chǎn)設(shè)備")
生產(chǎn)設(shè)備")
生產(chǎn)設(shè)備")
搏遠(yuǎn)金屬制品有限公司多年來本公司始終奉行“靠質(zhì)量占市場,靠信譽(yù)贏客戶,靠新品謀發(fā)展,靠科技創(chuàng)未來”的理念,不斷弘揚(yáng)企業(yè)文化,不斷加強(qiáng)內(nèi)部管理,不斷提高產(chǎn)品質(zhì)量,不斷企業(yè)品牌,積j i打造j i具正雷特色的 廣東潮州大口徑法蘭毛坯精品。
生產(chǎn)設(shè)備")
生產(chǎn)設(shè)備")
整體法蘭是使管子與管子相互連接的零件,連接于管端。整體法蘭上有孔眼,螺栓使兩法蘭緊連。法蘭間用襯墊密封。
整體法蘭多用于壓力較高的管道之中,一般為突面(RF),如果在易燃、易爆、高度和極度危害的使用工況之中,則可以選用除了RF面之外的凸凹面(MFM)及榫槽面(TG)的密封面的形式。 平焊法蘭、板式平焊法蘭、平板法蘭都是個(gè)統(tǒng)稱,有時(shí)為了方便也叫平板。在化工部法蘭、國標(biāo)法蘭、機(jī)械部法蘭、日標(biāo)法蘭、德標(biāo)法蘭、美標(biāo)法蘭、船用法蘭等標(biāo)準(zhǔn)中皆有此項(xiàng)。在國內(nèi)行業(yè)內(nèi)的一般管道上用量是多的,壓力從0.25MPa到4.0MPa。
平焊法蘭顧名思義,就是不帶頸的法蘭。將管子直接插到法蘭盤里面進(jìn)行焊接。一般呢,小口徑法蘭的內(nèi)徑比管子略大1-1.5mm留出這樣的余量,是為了在安裝過程中可以做適當(dāng)?shù)恼{(diào)整。大口徑法蘭盤留的還多,因?yàn)榉ㄌm盤口徑大嘛,留小了就不方便了。
平焊法蘭的密封面一般分為兩種:其一叫FF面的,也就是全平面法蘭盤,這么說吧,這個(gè)法蘭盤就如一個(gè)圓盤,中間有孔再在周圍打上相應(yīng)的螺栓孔,這就叫做全平面法蘭盤。
還有一種是有密封臺階的,通俗的說,就是在法蘭盤上出來一個(gè)臺兒,叫做水線臺。然后再在上面用車床車出兩到三條水線,這叫做平面突面法蘭盤。這個(gè)水線是起密封作用的,把密封墊放到兩片法蘭盤中間,再用螺栓堅(jiān)固住從而起到了密封的作用
生產(chǎn)設(shè)備")
生產(chǎn)設(shè)備")
生產(chǎn)設(shè)備")
2鍛造工藝過程一般由以下工序組成,即選取優(yōu)質(zhì)鋼坯下料、加熱、成形、鍛后冷卻。鍛造的工藝方法有自由鍛、模鍛和胎膜鍛。生產(chǎn)時(shí),按鍛件質(zhì)量的大小,生產(chǎn)批量的多少選擇不同的鍛造方法。 自由鍛生產(chǎn)率低,加工余量大,但工具簡單,通用性大,故被廣泛用于鍛造形狀較簡單的單件、小批生產(chǎn)的鍛件。自由鍛設(shè)備有空氣錘、蒸汽-空氣錘和水壓機(jī)等,分別適合小、中和大型鍛件的生產(chǎn)。模鍛生產(chǎn)率高,操作簡單,容易實(shí)現(xiàn)機(jī)械化和自動(dòng)化。模鍛件尺寸精度高,機(jī)械加工余量小,鍛件的纖維組織分布更為合理,可進(jìn)一步提高零件的使用壽命。自由鍛的基本工序:自由鍛造時(shí),鍛件的形狀是通過一些基本變形工序?qū)⑴髁现鸩藉懗傻摹W杂慑懺斓幕竟ば蛴戌叴帧伍L、沖孔、彎曲和切斷等。
鐓粗 鐓粗是對原坯料沿軸向鍛打,使其高度減低、橫截面增大的操作過程。這種工序常用于鍛造齒輪坯和其他圓盤形類鍛件。鐓粗分為全部鐓粗和局部鍛粗兩種。
拔長 拔長是使坯料的長度增加,截面減小的鍛造工序,通常用來生產(chǎn)軸類件毛坯,如車床主軸、連桿等。
沖孔 用沖子在坯料上沖出通孔或不通孔的鍛造工序。
彎曲 使坯料彎曲成一定角度或形狀的鍛造工序。
扭轉(zhuǎn) 使坯料的一部分相對另一部分旋轉(zhuǎn)一定角度的鍛造工序。
切割 分割坯料或切除料頭的鍛造工序。
模鍛模鍛全稱為模型鍛造,將加熱后的坯料放置在固定于模鍛設(shè)備上的鍛模內(nèi)鍛造成形的。 1.模鍛的基本工序 模鍛工藝過程:下料、加熱、預(yù)鍛、終鍛、沖連皮、切邊、調(diào)質(zhì)、噴丸。常用工藝有鐓粗、拔長,折彎、沖孔、成型。常用模鍛設(shè)備 常用模鍛設(shè)備有模鍛錘、熱模鍛壓力機(jī)、平鍛機(jī)和摩擦壓力機(jī)等。
通俗地講,鍛造法蘭質(zhì)量更好,一般是通過模鍛生產(chǎn),晶體組織細(xì)密,強(qiáng)度高,當(dāng)然價(jià)格也貴一些。
無論是鑄造法蘭還是鍛造法蘭都屬于法蘭常用制造方法,看需要使用的部件的強(qiáng)度要求,如果要求不高,還可以選用車削制法蘭。
割制法蘭
在中板上直接切割出法蘭的留有加工量的內(nèi)外徑及厚度的圓盤,再進(jìn)行螺栓孔及水線的加工。這樣生產(chǎn)出來的法蘭就叫做割制法蘭,此類法蘭直徑以中板的幅寬為限。
卷制法蘭
用中板割條子然后卷制成圓的工藝叫做卷制,多用于一些大型法蘭的生產(chǎn)。卷制成功之后進(jìn)行焊接,然后壓平,再進(jìn)行水線及螺栓孔的工藝的加工。
生產(chǎn)設(shè)備")