

您可能對(duì)新疆本地以下產(chǎn)品新聞也感興趣
更新時(shí)間:2025-01-20 14:42:08 瀏覽次數(shù):6 公司名稱: 廣通工程材料有限公司
| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價(jià)格 | 電議 |
| 發(fā)貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運(yùn)費(fèi)說(shuō)明 | 電議 |
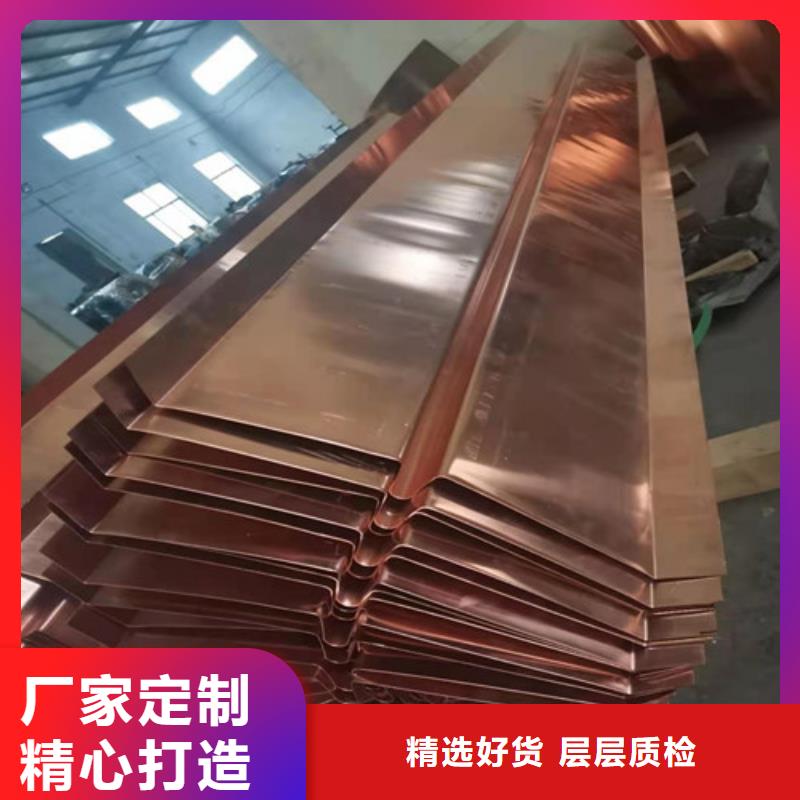
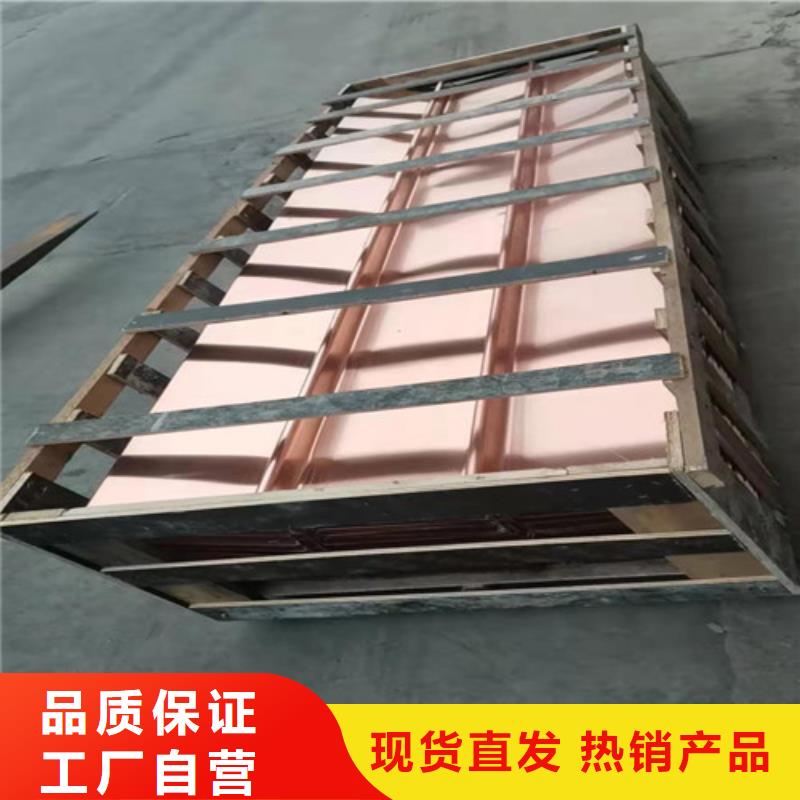
| 止水銅片 | T2 |
| 國(guó)標(biāo)包檢測(cè) | 合格證檢測(cè)報(bào)告 |

自成立以來(lái),廣通工程材料有限公司一直專注于【新疆鋼塑土工格柵】的品牌形象。經(jīng)過(guò)市場(chǎng)的多年積淀,公司在【新疆鋼塑土工格柵】產(chǎn)品研發(fā)方面取得了大量成果,在生產(chǎn)工藝、質(zhì)量控制、銷售服務(wù)等方面獲得了很大進(jìn)步。目前,我們已成為自主創(chuàng)新的典型企業(yè),受到廣泛認(rèn)可,贏得了較高聲譽(yù)。
我們實(shí)施嚴(yán)格的質(zhì)量管理體系,每項(xiàng)【新疆鋼塑土工格柵】工作從細(xì)節(jié)開(kāi)始、分工明確、率生產(chǎn)、服務(wù)全球。目前客戶已超過(guò)500多家,遍及國(guó)內(nèi)所有省份。
")
")
為適應(yīng)某些時(shí)效強(qiáng)化型合金板帶在生產(chǎn)過(guò)程中固溶淬火的需要,在熱軋出口側(cè)設(shè)置了冷水噴淋系統(tǒng)(亦稱在線淬水系統(tǒng))。它可以在較短的時(shí)間內(nèi)使帶坯的溫度從700℃左右或更高的溫度迅速降至300℃以下甚至更低。
為提高紫銅片止水帶產(chǎn)品精度和表面質(zhì)量,現(xiàn)代熱軋機(jī)本體應(yīng)用了電動(dòng)壓下、液壓調(diào)的壓下系統(tǒng)、軋輥分段冷卻系統(tǒng)、液壓彎輥或液壓墊系統(tǒng)、強(qiáng)力夾持對(duì)中系統(tǒng)、立輥軋邊系統(tǒng)及厚度自動(dòng)控制系統(tǒng),進(jìn)一步提高了熱軋機(jī)的裝機(jī)水平和控制精度為生產(chǎn)高精度薄板帶提供了可靠的保障。
")
")
由于先后凝固的固相在成分上的差異,不同成分固相受侵蝕程度將不同,因而在我們觀察合金的顯組織時(shí)就會(huì)觀察到典型的枝晶組織,枝晶臂的成分與枝晶同胞間的成分(B組元含量高)不同,因而顯示出不同的顏色。這種因非平衡凝固(結(jié)晶)導(dǎo)致的晶粒內(nèi)成分不均勻的現(xiàn)象稱晶內(nèi)偏析或枝晶偏析。紫銅止水片Cu-Ni合金鑄造后的顯組織,白色枝干含鎳較高,周圍黑色部分含銅較高,但均為銅鎳a固溶體。一包晶系相圖和某合金凝固時(shí)可能的非平衡固相線軌跡。與勻晶系合金類似,a1-a4表示x合金凝固時(shí)固相(a)平均成分的走向,即非平衡固相線。x合金按平衡態(tài)凝固時(shí),固相點(diǎn)溫度應(yīng)為T(mén)3,凝固完畢應(yīng)為a單相固溶體晶粒。但在非平衡凝固的情況下,x合紫銅止水片Cu30Ni合金鑄造顯金冷至T4溫度時(shí),剩余的液相L4將與部分固相a4發(fā)生包晶反應(yīng),即a4+L4→B,完成 的凝固過(guò)程,因此該合金的 凝固溫度為T(mén)4,并產(chǎn)生了一種通過(guò)包晶反應(yīng)而得到的新相B。此種B相為非平衡相,因?yàn)榘雌胶鈶B(tài),該相在x合金中是不存在的。
")
")
")
對(duì)于加工材料而言,紫銅止水片鑄錠塑性是至關(guān)重要的。為了保證鑄錠良好的變形塑性,除防止鑄錠中的一些缺陷外,顯然不希望鑄錠組織處于非平衡凝固狀態(tài)。由于產(chǎn)生非平衡狀態(tài)的原因是結(jié)晶過(guò)程中擴(kuò)散受阻,因而此種狀態(tài)在熱力學(xué)上是亞穩(wěn)定的,有自動(dòng)向平衡態(tài)轉(zhuǎn)化的趨勢(shì)。人們可利用這一趨勢(shì),將鑄態(tài)合金加熱到一定溫度,提高原子擴(kuò)散能力,使其較快完成由非平衡向平衡狀態(tài)的轉(zhuǎn)化過(guò)程。這種處理稱為均勻化退火或擴(kuò)散退火。熱軋是紫銅片止水帶生產(chǎn)中鑄錠開(kāi)坯的主要手段。充分利用紫銅片止水帶在高溫條件下具有優(yōu)異的塑性這一特點(diǎn),從而以較小的軋制力實(shí)現(xiàn)較大程度的變形。熱軋的鑄錠一般由半連續(xù)、連續(xù)鑄造或鐵模鑄造提供。鑄錠規(guī)格的選擇應(yīng)考慮產(chǎn)品的品種、規(guī)格、生產(chǎn)規(guī)模、軋機(jī)設(shè)備條件及鑄造方式等。鑄錠的厚度一般與軋輥的直徑之比為1:(3.5~7),同時(shí)不超過(guò)軋機(jī)的開(kāi)口度;在設(shè)備、工藝條件允許的情況下增大鑄錠的厚度,可以提高生產(chǎn)效率和成品率。鑄錠寬度通常等于或數(shù)倍于成品寬度,并適當(dāng)考慮寬展量及切邊量;一般鑄錠寬度還應(yīng)控制在軋輥長(zhǎng)度的80%以內(nèi)。鑄錠的長(zhǎng)度在滿足終軋溫度及輥道長(zhǎng)度的條件下,盡量增加鑄錠的長(zhǎng)度,以提高生產(chǎn)效率和成品率。
")
