
更新時間:2025-01-17 11:08:25 瀏覽次數:6 公司名稱:天津 鑫銘萬通商貿有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 電議 |
| 發貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運費說明 | 電議 |
| 廠家 | 天津鑫銘耐磨材料 |
| 價格 | 8-10 |
| 是否定制 | 可以 |
| 是否切割 | 可以 |
| 運輸 | 汽運,含運費 |
| 顏色 | 黑色 |
| 硬度 | 60-62HRC |
| 尺寸 | 1400*3400 |
| 厚度 | 5+3 6+4 6+6 8+4 8+6 8+8 10+4 10+6 10+8 10+10 12+6 |

鑫銘萬通商貿有限公司專注 浙江衢州石油裂化管等產品,主營 浙江衢州石油裂化管。本著“客戶,誠信至上”的原則,與多家企業建立了長期的合作關系。熱誠歡迎新老朋友前來參觀、考察、洽談業務。公司坐落于北辰區北辰大廈4-1012,歡迎惠顧!

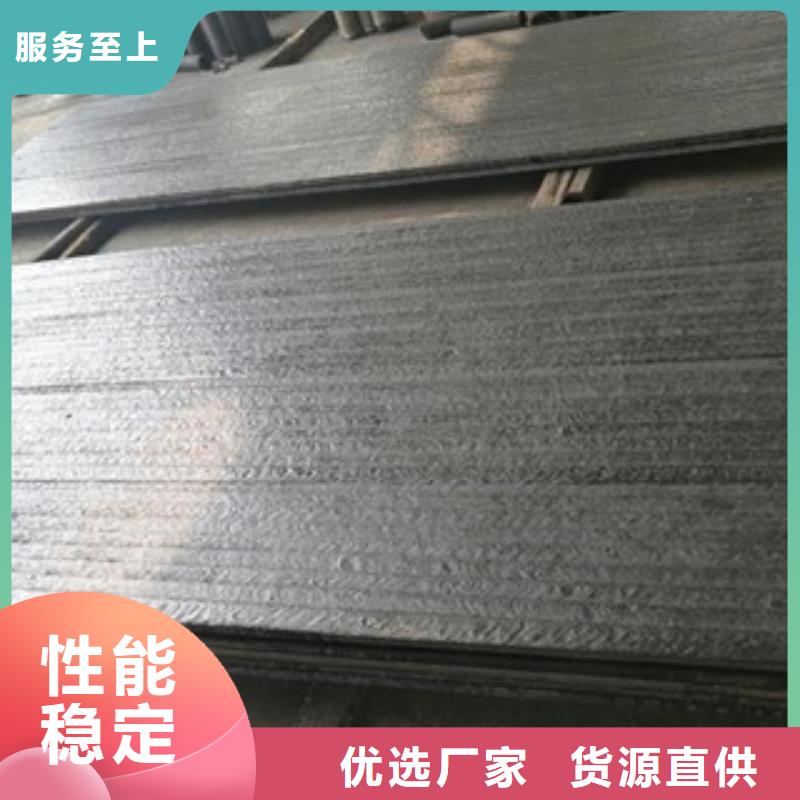
雙金屬耐磨板質高價低
雙金屬耐磨板焊接工藝的關鍵
采用常用的焊接方法焊接時,要保證焊縫和過熱區的低溫韌性,這是雙金屬耐磨板焊接工藝的關鍵。
雙金屬耐磨板多用于制造低溫壓力容器,必須防止在制造過程中產生引起脆性破壞的一切因素。焊接工藝應特別注意以下幾點:
① 焊條、焊劑使用前需要在330~480℃保溫1~2h烘干;焊絲去除油銹;焊接坡口焊前把水、銹、油污等干凈。
② 定位焊道長度應不小于40mm。

為了保證高硬度雙金屬復合耐磨鋼板原有的綜合性能,應對基層、過渡層和復層分別進行焊接。高硬度雙金屬復合耐磨鋼板焊接時,應注意以下幾點:
(1)嚴格按照圖樣、焊接工藝和有關標準施焊。
(2)遵循先焊接基層,再焊接過渡層, 焊接復層的焊接順序。
(3)基層的焊接,應嚴防基層焊縫熔化到不銹鋼的過渡層甚至復層焊縫,以免少量高鉻、高鎳的高硬度雙金屬復合耐磨鋼板成分稀釋到碳素鋼焊縫中形成馬氏體組織而發生硬化。在不銹鋼一側的基層焊縫盡量采用無飛濺的焊接方法(例如埋弧焊、非熔化極氬弧焊等),因為碳素鋼的飛濺會在復層表面造成銹蝕。


③ 焊接電流不宜過大,采用快速焊接,直線運條。多層多道焊時控制好層間溫度,防止過熱。
④ Ni3.5%鋼板厚度在25mm以上時,要在125℃以上預熱,Ni9%鋼不預熱。
⑤ Ni3.5%鋼和鐵素體型雙金屬耐磨板當因板厚或其他因素產生焊接殘余應力時,應考慮進行600~650℃的熱處理;Ni9%鋼和奧氏體雙金屬耐磨板焊后一般不進行應力熱處理。
⑥ 減少應力集中。防止碰傷材料,若已碰傷應打磨修理;不得隨意引弧,可在焊縫或坡口內引弧,但引弧處應重熔,填滿弧坑;焊縫成形應良好,避免咬邊;焊縫表面應圓滑向母材過渡;縱、環焊縫、接管、人孔處的角焊縫必須全焊透;當環縫不得不采用殘留襯環進行單面焊時,應特別注意襯環的裝配質量,并在裝到內壁上后,將襯環本身的對接焊縫全焊透;去除裝配用定位鐵和楔子后,留在焊件上的焊疤必須進行焊補并打磨光滑,還要進行MT檢查,確認沒有表面裂紋。返修焊補工藝的制定及施焊應特別嚴格控制,盡量避免大面積的焊補。


