

精密無縫鋼管拋光光澤紛歧的原因
在批量拋光一批精密無縫鋼管的時分原則上來說每一個工件終的質量應該是一樣的,但有的時分統一槽里邊拋光出來的不銹鋼工件的質量是紛歧樣的,有的比較亮,有的光澤昏暗,還有的是部分沒有光澤。為什么會這樣呢?
首要我們要考慮自己一次性拋光的精密無縫鋼管工件的數量是多少。盡管不銹鋼電解拋光設備能夠批量拋光,可是同槽拋光的不銹鋼工件數量過多是會影響拋光作用的,導致工件在拋光的時分不能充分拋光,電流的散布不能夠均勻。
一旦拋光時的電流散布不均勻就會導致精密無縫鋼管外表部分無光澤。因此在拋光的時分要根據拋光槽的大小來挑選合適數量的工件。
其次還要考慮在拋光的時分不銹鋼工件是不是堆疊在一起了,導致有些部位沒有被拋光。因此我們在批量拋光的時分除了要控制住拋光工件的數量外,還要合理擺放不銹鋼工件,做到工件不堆疊。
除了上面兩個原因外,精密無縫鋼管的外表上有水珠、油脂等污跡時也會影響拋光作用。運用不銹鋼電解拋光設備的操作人員要熟知運用方法和操作技巧,這樣才干確保拋光出的工件質量合格。



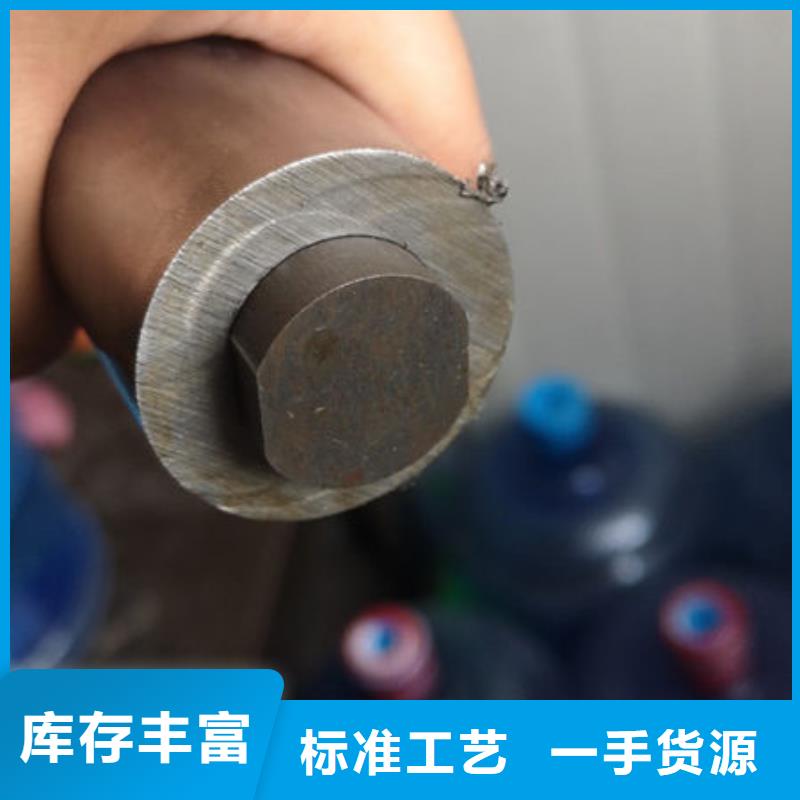
1、精密無縫鋼管穿孔管坯過長,為了頂頭提高壽命,將內冷卻水增大,但是毛管產生螺旋陰陽面,毛管表面紅黑兩種明顯溫度,就是產生螺旋外徑大小。 在冷拔精軋機加工時,由于毛管表面溫度紅黑存在,鋼性硬度不一致, 所在金屬延伸時,產生不同步,黑色的壁厚厚,紅包壁厚薄,黑色的外徑小,紅色的外徑大。-般穿鋼管下料09-1.0米,這樣頂頭內冷卻水控制小點,有利毛管表面不容易陰陽面。
2、穿孔機前臺送料口(進口嘴)凄壓緊,不能有擺動現象。管坯咬入后,管坯尾巴產生甩動,頂頭居穿孔時,左右搖擺,產生毛管波浪高低不平,并且均勻度壁厚準,同樣送料內徑不太大,也會管坯尾巴產生甩動厲害,一般送料內徑此管坯大15毫米, 這樣管坯咬入時,管坯較為穩定。
精密無縫鋼管出現很不尋常的S形彎的情況都是那些原因引起的
3、定心輥的調正,毛管接近 架定心輥時, 即將打開,從而毛管進入 架定心輥內, 接近定心輥及進入定心輥內,在這段時間很短的階段,往往第二架定心將頂桿調正比較低時,毛管會產生頂頭工作時不穩定(毛管接近 架定心輥時, 打開,毛管往下沉,進入定心輥內,毛管又往上升,這樣一低一升,頂頭這里也-低升,逐步毛管產生壁厚不均勻。
4、精密無縫鋼管管坯斷料與鋸料I者有所不同。鋸料沒有壓扁度,穿孔咬入準,頭部壁厚勻度較好,斷料壓扁度大,有時壁厚負差大,而且往往產生咬入不良,精鋼管管坯頭部從而受軋輥內冷卻水及頁頭的冷卻水沖擊,毛管頭部一般產生嚴重陰陽面,而且精軋后,頭部容易開裂。
5、精密無縫鋼管頂頭與毛管內壁間隙不能過小。過小,毛管容易產生麻花波浪高低不平,而且由于間隙較小,頂頭噴水循環流動減慢,并且頂頭損壞較快,一般40-6坯,頂頭直徑不小于毛管內徑5-6毫米,有時頂頭使用大-點,毛管外徑可以適當大一點。



自成立以來,精拉管業有限公司一直專注于【江蘇無錫精拉無縫鋼管】的品牌形象。經過市場的多年積淀,公司在【江蘇無錫精拉無縫鋼管】產品研發方面取得了大量成果,在生產工藝、質量控制、銷售服務等方面獲得了很大進步。目前,我們已成為自主創新的典型企業,受到廣泛認可,贏得了較高聲譽。
我們實施嚴格的質量管理體系,每項【江蘇無錫精拉無縫鋼管】工作從細節開始、分工明確、率生產、服務全球。目前客戶已超過500多家,遍及國內所有省份。


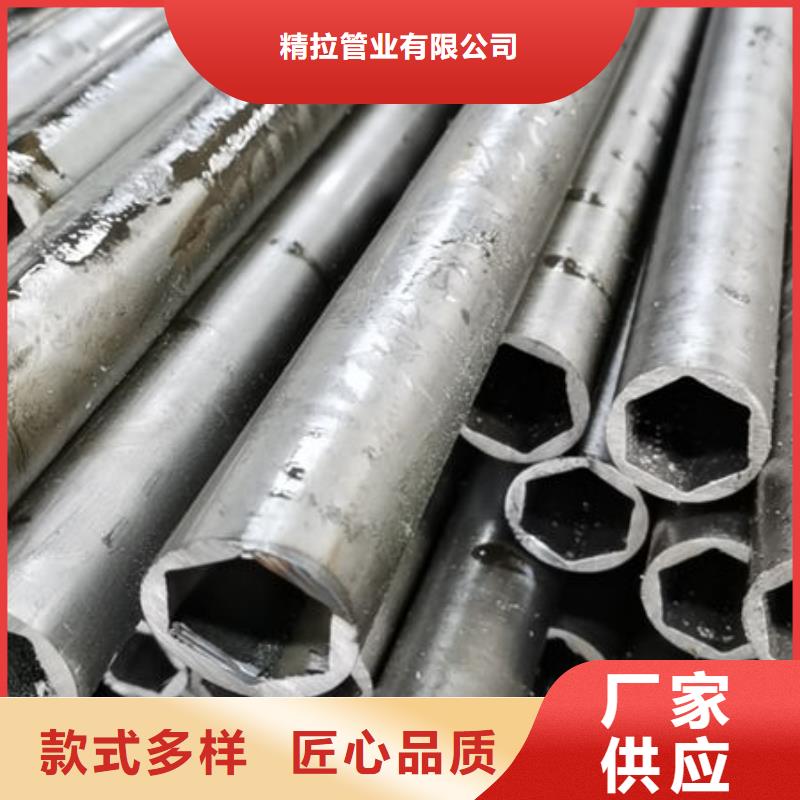
如果通過手工超聲波和X射線檢查具有連續聲學材料痕跡檢測標記的焊接零件,如果有缺陷,則在修復后將再次基于無損檢測技術,直到了明顯的缺陷為止。在每個精密加工的無縫鋼管上進行靜水壓力測試,并進行徑向徑向氣密性測試。管道的對接焊和螺旋電焊的交叉焊。精密無縫鋼管根據生產工藝的不同,分為熱軋(擠壓加工)無縫鋼管和冷拔(軋制)無縫鋼管兩種。冷拔(軋制)管分為兩種:螺桿管和異型管。精密無縫鋼管的性能指標監控可以基于液壓(水)壓力測試,壓扁測試,拉伸測試和擴口測試的四個方面。在生產和制造過程中檢測精密無縫鋼管的綜合性能指標非常有用。壓力,展平,彎曲,擴口試驗等。
1.液(水)壓試驗:將一定壓力的水倒入待測無縫管中,并保持一定時間(試驗壓力值和調節電極時間按標準規定),而且沒有漏水。此測試是高質量的監視,通常在產品檢查中看到。
2.擠壓扁鋼試驗:將精密無縫鋼管接頭放在兩個扁形焊接夾具的中間,在兩個焊接夾具之間施加力,使其超過規定值,并檢查變形區域是否沒有縫隙或裂紋。
3.拉伸試驗:將精密無縫鋼管插入彎曲試驗機中,按照標準彎曲芯截面,彎曲至標準要求的角度后,彎曲位置表面無裂紋或開裂。
4.擴孔試驗將精密無縫鋼管放在放置面上,向上張開嘴,將用標準錐度代替的頂部中心插入無縫管中,直到試驗直徑擴孔率超過標準為止。表面的一部分出現裂紋或裂紋等缺陷。


