

聯系我們

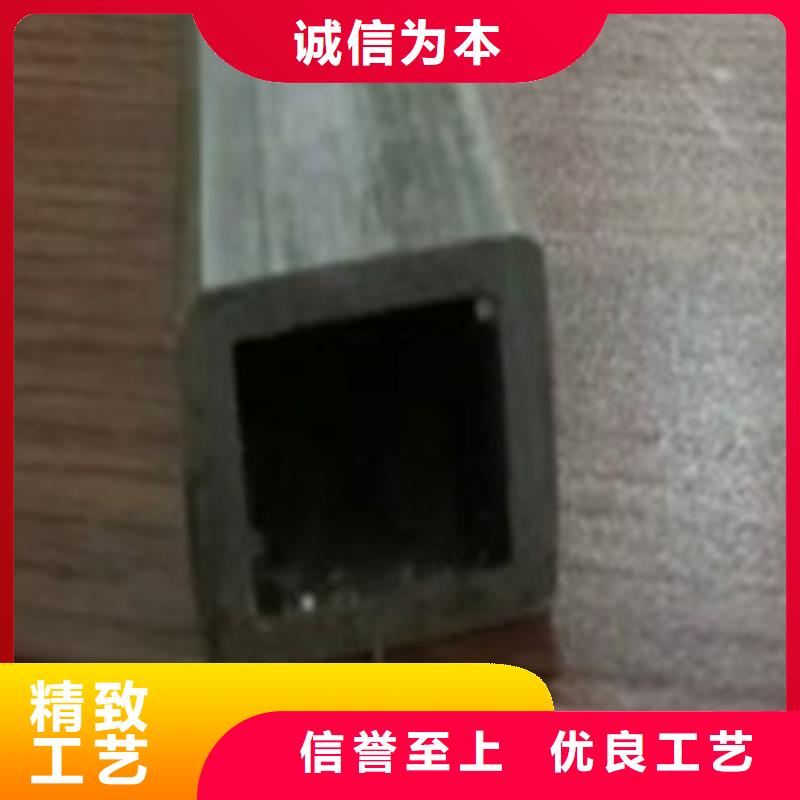
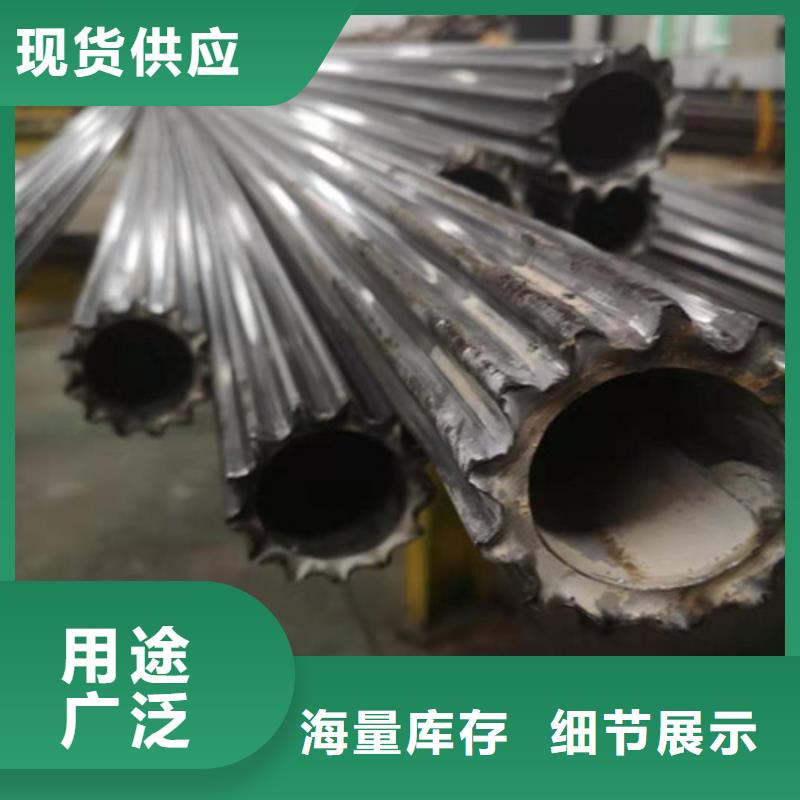
冷拔管-精拉鋼管生產加工
更新時間:2025-03-19 21:40:40 瀏覽次數:11 公司名稱:聊城 精拉管業有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 電議 |
| 發貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運費說明 | 電議 |
| 產地 | 山東 |
| 品牌 | 精拉 |
| 可定制 | 是 |


精拉管業有限公司不僅有技藝精湛的 浙江寧波精拉無縫鋼管技術人員和經驗豐富的售后服務隊伍。而且緊跟潮流,將互聯網技術應用到公司生產經營 浙江寧波精拉無縫鋼管的各個環節中,積j i開展互聯網營銷,及時提供公司新 浙江寧波精拉無縫鋼管產品信息和技術服務。為用戶提供完善的服務。

冷拔管 硬度檢測主要有兩類試驗方法。一類是靜態試驗方法,這類方法試驗力的施加是緩慢而無沖擊的。硬度的測定主要決定于壓痕的深度、壓痕投影面積或壓痕凹印面積的大小。靜態試驗方法包括布氏、洛氏、維氏、努氏、韋氏、巴氏等。其中布、洛、維三種試驗方法是應用廣的,它們是金屬 硬度檢測的主要試驗方法。這里的洛氏硬度試驗又是應用多的,它被廣泛用于產品的檢驗,據統計,目前應用中的硬度計70%是洛氏硬度計。另一類試驗方法是動態試驗法,這類方法試驗力的施加是動態的和沖擊性的。這里包括肖氏和里氏硬度試驗法。動態試驗法主要用于大型的,不可移動工件的硬度檢測。
生產高精度冷拔管──液壓缸體與傳統的切削工藝比較,具有以下特點:生產效率高:用傳統的方法生產一根內徑420毫米,12米長的缸筒需154小時,用冷拔方法生產只需4分鐘。率高:由于鏜孔的滾壓頭兼起導向作用,在切削過程中,毛坯管由于自重產生撓度,致使滾壓頭和鏜刀走偏,造成廢品。率只能達到60%左右,而用冷拔方法生產,率可達95%以上。金屬利用率高:用傳統的鏜孔方法制造缸體,金屬利用率只有50-70%。用拉拔方法生產時,金屬不但不被切削成鐵末,反而可以得到30%的延伸,金屬利用率可達95%。能改善成品管金屬的機械性能:用拉拔方法生產,使毛坯得到30%以上的塑性變形,由于加工硬化而使成品管金屬的強度限大為提高。一般在成品管內層強度限提高達60%。高精度冷拔管是用無縫熱軋鋼管、直縫焊管為坯料,經過化學處理后在專用冷拔機上,通過特種變形原理設計的模具進行拉拔,生產出高精度管。其尺寸精度達H10~H8,直線度達0.35~0.5mm/m,表面粗糙度達Ra1.6-0.4。


常用材質:冷拔管的常用材質為10 、20 、35 、45 。可生產的材質則很多,鋼只要是不太硬,基本都可根據需要進行生產。如:10 ,35 ,16Mn,40Cr.冷拔管的制作程序是比較繁瑣的,生產的狀況也是比較好的,性能是比較優越的,在使用上也是不斷地進行發揮出來良好地作用的,因此的話冷拔管從某種意義上來說是一種良好的鋼材類型。



冷軋基本的工藝流程是:熱軋毛管—>毛管檢查、修磨—>毛管酸洗—>毛管酸洗后復檢—>冷軋—>精拉道次前矯直—>酸洗、潤滑—>精拉—>成品前處理—>入庫。
生產需要注意控制:毛管壁厚要均勻、內外表面缺陷少;要配置外表面拋光及內孔缺陷清理設備。 與普通冷軋鋼管相比,冷軋精密無縫鋼管生產增加了熱軋毛管酸洗復檢工序,主要是要保證毛管外表面無折疊、裂紋等缺陷,排除掉內表面存在折疊、嚴重劃線、麻面等缺陷的毛管。一般冷軋精密無縫鋼管生產所使用的工具的表面光潔度要求在Ra0.4以上,尺寸精度達到H3以上,硬度要求在HRC70以上。同時要求拉軋過程中不能出現頂頭或模具粘鋼現象。
退火在所有的冷軋管生產中是非常重要的工序,退火質量的好壞既影響鋼管的性能也影響氧化鐵皮的。冷軋冷拔管需要配置無氧化光亮退火爐設備。精密無縫鋼管在硫酸酸洗過程中容易形成以Fe2O3、Fe3O4為主的“黑渣”,在后續生產中形成表面黑斑。Fe2O3、Fe3O4易溶于鹽酸,為防止黑斑形成則在酸池中加入5-10g/l的NaCl 應選用樹脂作潤滑劑,這種潤滑與磷化加潤滑(皂化)相比有明顯的區別,軋制出來的鋼管呈現鐵基體的本色,既有高的光潔度又有冷軋管般的漂亮外觀色澤。生產冷軋精密無縫鋼管的工業控制包括模具設計、退火、酸洗、潤滑等條件控制,同時應在毛管質量檢測、整修方面做好工作。


