
產品詳細介紹
縱橫機械制造有限公司是集生產,銷售售后于一體的廠家。
主要生產產品: 海南鋼襯塑公司擁有專業管理人員,建立了完善、規范的質量管理體系和環境管理體系,憑借“規范的管理,良好的信譽,的產品,專業的技術,高品質的施工質量,完善的售后服務”贏得廣大客戶的信賴。
公司一貫堅持“德為做人之根,質為立業之本”的宗旨,堅持“客戶di yi”的原則為廣大客戶提供優質的產品,憑借著高質量的產品,良好的信譽,優質的服務,產品暢銷全國。歡迎各界朋友蒞臨參觀、指導和業務洽談。雙贏合作,共同發展!



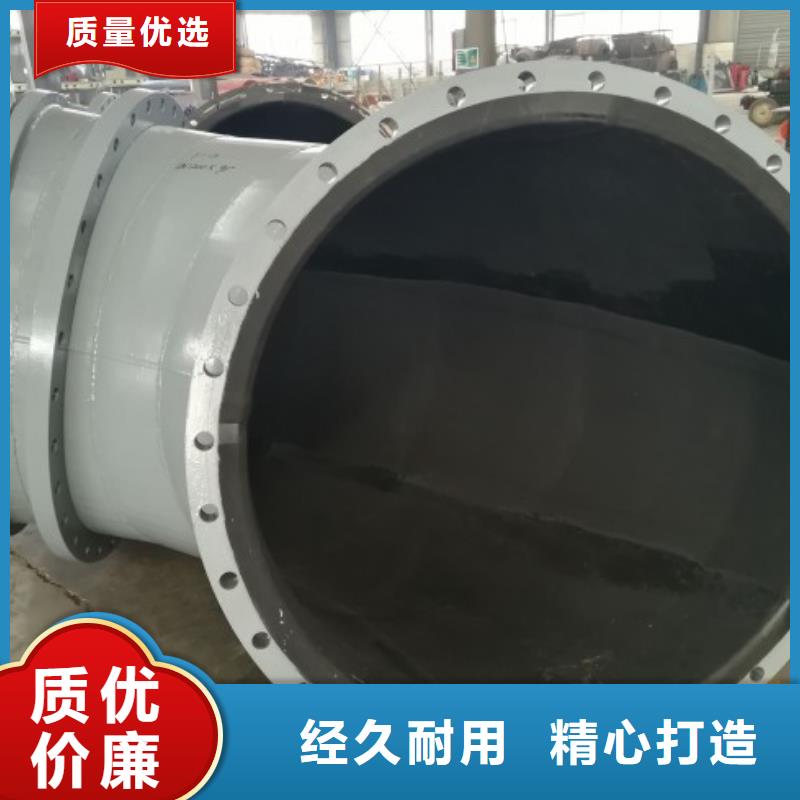
石膏漿液管道是采用鋼管作骨架材料,以耐磨、防腐、耐熱等性能優異的橡膠作為襯里層,利用橡膠的高彈性、高氣密性、耐沖擊性、耐磨性、耐候性、耐輻射性、耐化學介質性和吸收振動等獨特性能,使用高性能的粘合劑經特殊工藝復合硫化成型,產品具有高耐磨、耐水錘沖擊、耐酸堿鹽腐蝕、抗高溫、緩結垢、粘接強度高、運行阻力小、輸送介質廣、使用壽命長、節電節材等優點,減小輸送介質對管壁的沖擊磨損,廣泛應用于冶金、電力、化工、石油、煤炭、水泥等行業的輸送溫度在-30℃~+150℃之間,既有磨損又有腐蝕的介質的管路設備。
鋼橡復合管道的檢驗
(1)原材料檢驗
使用的所有原材料都必須有合格證,要求具有出廠材質單,并在入廠后進行檢驗,在確認其化學成份和主要性能符合產品要求后再進行投產使用。
(2)靜壓強度檢驗(檢測):
襯膠復合管道及管件襯膠前耐壓試驗和襯膠后氣密性試驗的要求應符合圖紙規定技術要求。
1)耐壓強度檢驗:
耐壓強度檢驗按照設計壓力的1.25倍進行水壓,水壓保持十分鐘以上為合格。
2)氣密性檢驗
襯膠復合管道及管件襯膠后進行氣密性試驗。氣壓保持十分鐘以上為合格。
(3)尺寸及制造公差檢驗:
檢驗儀器及允差;鋼管壁厚:用游標卡尺測量; 直徑:用游標卡尺測量; 長度:用鋼卷尺測量; 端面垂直度、支管垂直度:用直角尺和鋼直尺潮量; 防腐層厚度:涂層厚度儀; 儀器精度:測厚儀、游標卡尺、鋼卷尺、鋼直尺的分度值應分別達到0.01mm、0.02mm、1mm、1mm。



襯膠管皮帶頭尾輪襯膠、礦漿輸送管道的襯膠、旋流器分配器及沉砂槽襯膠、浮選機槽體襯膠、磁選機筒體襯膠、沉淀池槽體襯膠、以及其它漏斗、料倉耐磨襯膠等。
襯膠管用于礦山原礦、精礦、尾礦礦漿輸送管路,燃煤電廠輸灰管路,化工系統中帶有固體顆粒的液體輸送管路,適用于酸堿鹽油,固體、粉體、氣體、液體輸送環境。襯膠管襯膠層采用耐溫性能優異的丁基橡膠、三元乙丙膠、氯磺化聚乙烯氟橡膠等,管道可在140℃的腐蝕環境下連續工作。襯膠管的接頭方式有多種,施工中靈活選擇接頭方式,能提高工程的進度。
襯膠管是絕緣體,絕緣性能好,可地應用于電線路密集區和多雷區。鋼管、鑄鐵管表面極易生銹,對輸送介質會產生污染,因而,常需對其表面進行特殊防銹、除銹處理;襯膠管由于是由非金屬材料制成,表面不會生銹,無需處理,不會污染水質。襯膠管內壁潔凈光滑,難以被海水或污水中各種生物污染蛀蝕。
襯膠管道工藝流程:
設備及管件需噴砂除銹達到Sa2.5級,用壓縮空氣吹凈表面浮塵,然后涂刷一遍底膠漿。
設備缺陷處理→二次膠漿涂刷→三次膠漿涂刷貼襯→中間檢查→硫化→成品檢查→成品→修理
洛陽縱橫機械制造有限公司專注從事脫硫襯膠管道,襯塑管道,脫硫管道,襯膠鋼管,襯塑鋼管的研發和生產,專業為客戶提供優質的耐磨防腐管道產品及技術服務。公司多年逐步發展為大型高新技術企業,專業生產襯塑管道,襯膠鋼管,襯膠管道,耐磨襯膠管道,脫硫襯膠管道及各種防腐耐磨管件.質量可靠,性價比高。


襯膠工藝操作流程
一、冷粘工具和清洗劑
1. ![]() 刃口鋒利的刀具;2、直尺,卷尺,磨刀石;3、木錘或者橡膠錘;4. 鋼絲刷;5.手提電動鋼絲刷(砂輪);6.干凈棉紗。
刃口鋒利的刀具;2、直尺,卷尺,磨刀石;3、木錘或者橡膠錘;4. 鋼絲刷;5.手提電動鋼絲刷(砂輪);6.干凈棉紗。
二、膠板粘接程序
1. 膠板的準備
a.所有粘接的膠板表面都必須打毛(出廠時已一面或兩面打毛),包括接頭。
b. 所有需粘接的表面(含接頭)都須用香蕉水清洗臟物,并徹底晾干。
2. 橡膠和橡膠粘接
a. 均勻涂一層配好的粘合劑于粘接表面,并晾干10至15分鐘;
b. 再均勻涂第二層配好的粘合劑,至粘接面不粘手,再將粘接面疊合;
c. 粘合劑在短時間內即粘牢,在施壓前調整好粘接位置;
d. 當位置對好后,在整個表面施壓,使其接觸均勻,擠出空氣。
3. 橡膠與金屬鐵板粘接
a. 金屬鐵板表面需用噴砂或者鋼絲刷去除鐵銹和氧化層;
b. 采用香蕉水清洗噴砂后的表面,并徹底晾干;
c. 涂金屬底油,約2小時晾干,如 層太薄可涂第二層;
d. 粘接步驟同第3條a 至d 項。
4. 注意事項
a. 粘合劑及固化劑置陰暗通風處密封保存,并小心濺入眼睛;
b. 底油的用量為每升可涂4平方米;
c. 粘合劑的用量為每升可涂1.5平方米;
d. 每升粘合劑在使用時需配入52克固化劑。
三、橡膠粘接檢驗標準(現場制作)。
1、金屬表面處理:金屬表面必須噴砂除銹,要全部露出金屬光澤,達到Sa2 1/2標準要求
2、噴砂處理:噴砂是采用吸入式噴砂法,操作風壓不低于5~6Kg/cm2,所用銅渣或金剛砂(粒徑1.5~3.5mm)需要干燥后方能使用,噴砂工序自上而下進行,然后用毛刷刷去噴砂后附在金屬表面的灰塵、噴砂應自上而下噴,順序為從左到右。
3、膠板下料的處理:先下好樣板,再裁膠板,力求準確、節約,適當考慮余量。坡口寬度為膠板厚度的3~3.5倍(15度)。膠板粘合面應保持干凈,不干凈的部位用清洗劑清洗干凈。
4、槽體與橡膠粘接后表面達到:
1、平整 2、光滑 3、無氣孔 4、無凹陷 5、無死角。


