



想要知道無縫鋼管無縫鋼管廠物流配貨上門產品如何?看視頻就知道!看視頻,選產品更明智!
以下是:無縫鋼管無縫鋼管廠物流配貨上門的圖文介紹


吉林無縫鋼管用途很廣泛。一般用途的無縫鋼管由普通的碳素結構鋼、低合金結構鋼或合金結構鋼軋制,產量多,主要用作輸送流體的管道或結構零件。.2、根據用途不同分三類供應:a、按化學成分和機械性能供應;b、按機械性能供應;c、按水壓試驗供應。按a、b類供應的鋼管,如用于承受液體壓力,也要進行水壓試驗。3、專門用途的無縫管有鍋爐用無縫管、化工電力用,地質用無縫鋼管及石油用無縫管等多種。 吉林無縫鋼管具有中空截面,大量用作輸送流體的管道,如輸送石油、天然氣、煤氣、水及某些固體物料的管道等。鋼管與圓鋼等實心鋼材相比,在抗彎抗扭強度相同時,重量較輕,是一種經濟截面鋼材。 吉林無縫鋼管廣泛用于制造結構件和機械零件,如石油鉆桿、汽車傳動軸、自行車架以及建筑施工中用的鋼腳手架等用鋼管制造環形零件,可提高材料利用率,簡化制造工序,節約材料和加工工時,已廣泛用鋼管來制造。



吉林目前成都貿易商庫存壓力不大,對價格形成支撐;華北地區市場運行偏強,回流天津、唐山、邯鄲等地。且分終端采購意愿不強,觀望為主,而Q355E無縫鋼管市場整體出貨略顯參差不齊, 成本是主要支撐;華南地區漲勢明顯,柳鋼新政持續提振,兩日漲幅60元帶動現貨商家調整。但周四現貨走貨乏力,實單可議價現象增多。目前主流價格為5420-5760元。調查數據顯示,目前大多數家庭的消費占比在不斷上升,中高收入人群和追求高品質生活的人群會越來越重視室內空間的環境,這意味著市民的生活水平正在逐步提高。消費趨勢為未來吉林Q355E無縫鋼管企業奠定了兩個發展方向:一是要樹立品牌,懂得利用新興社交平臺進行品牌推廣;第二,產品一定要越來越有創意,大規模個性化Q355E有縫方管定制才是王道。



吉林高壓合金管產品質量是企業生存的根本,專業化、標準化、規模化是我們發展的目標,浩銘物資有限公司以客戶滿意為中心,通過質量、服務建立顧客系統,長期以來我們秉承質量是生命的原則,以誠實、信譽為經營理念,以良好的口碑求市場,以嚴格的質量求發展。我們將本著以客為尊,以質為本的精神,重質量、守信譽,竭誠歡迎國內外客戶來人來電洽談業務,共謀發展,攜手合作,共創美好明天!


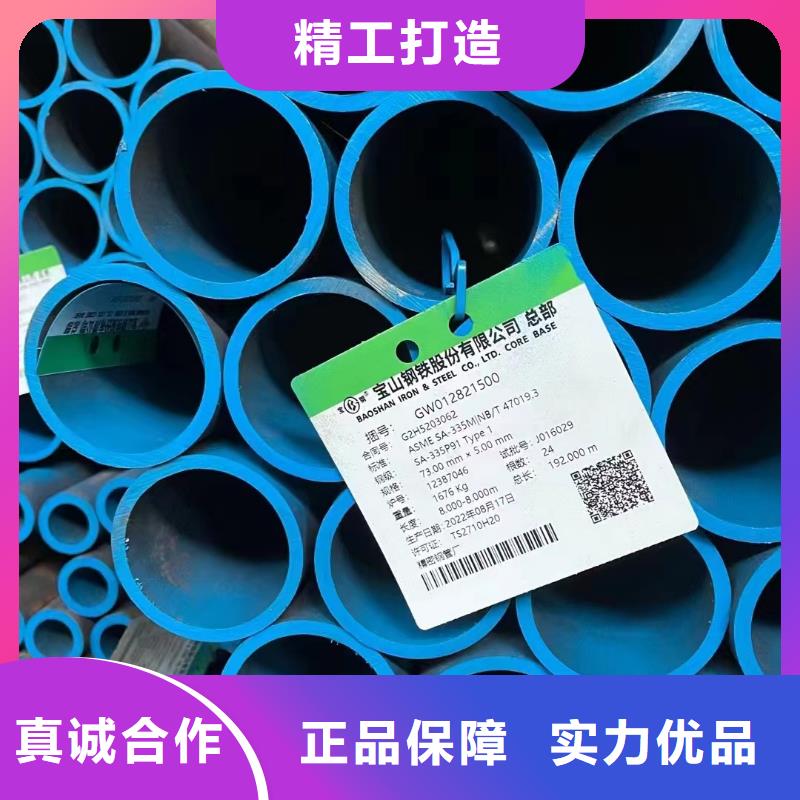
一般來說,吉林無縫鋼管的直徑可分為外徑、內徑、公稱直徑。管材為無縫鋼管的管子的外徑用字母D來表示,其后附加外直徑的尺寸和壁厚,例如外徑為108的無縫鋼管,壁厚為5MM,用D108*5表示,塑料管也用外徑表示,如De63,其他如鋼筋混凝土管、鑄鐵管、鍍鋅鋼管等采用DN表示,在設計圖紙中一般采用公稱直徑來表示,公稱直徑是為了設計制造和維修的方便人為地規定的一種標準,也較公稱通徑,是管子(或者管件)的規格名稱。 吉林無縫鋼管的公稱直徑和其內徑、外徑都不相等,例如:公稱直徑為100MM的無縫鋼管郵102*5、108*5等好幾種,108為管子的外徑,5表示管子的壁厚,因此,該鋼管的內徑為(108*5-5)=98MM,但是它不完全等于鋼管外徑減兩倍壁厚之差,也可以說,公稱直徑是接近于內徑,但是又不等于內徑的一種管子直徑的規格名稱,在設計圖紙中所以要用公稱直徑,目的是為了根據公稱直徑可以確定管子、管件、閥門、法蘭、墊片等結構尺寸與連接尺寸,公稱直徑采用符號DN表示,如果在設計圖紙中采用外徑表示,也應該作出管道規格對照表,表明某種管道的公稱直徑,壁厚。



無縫鋼管除銹防腐工藝流程介紹:除銹是管道防腐工藝中重要的一項內容,目前除銹方法有很多,像人工除銹、噴砂除銹以及酸洗除銹等等。其中人工除銹、機械除銹以及涂裝除銹(防腐刷油)是相對常見的除銹方式,以下就這三種除銹工藝的具體操作要求為您作簡單介紹。吉林無縫鋼管人工除銹 用刮刀、銼刀將管道、設備及容器表面的氧化皮、鑄砂除掉,再用鋼絲刷將管道、設備及容器表面的浮銹除去,然后用砂紙磨光,較后用棉絲將其擦凈。第二、吉林無縫鋼管機械除銹先用刮刀、銼刀將管道表面的氧化皮、鑄砂去掉;然后一人在除銹機前,一人在除銹機后,將管道放在除銹機內反復除銹,直至露出金屬本色為止;刷油前,用棉絲再擦一遍,將其表面的浮灰等去掉。第三、吉林無縫鋼管防腐刷油管道、設備及容器閥門,一般按設計要求進行防腐刷油,當設計無要求時應按下列規定進行:1、明裝管道、設備及容器必須先刷一道防銹漆,待交工前再刷兩道面漆,如有保溫和防結露要求應刷兩道防銹漆; 2、暗裝管道、設備及容器刷兩道防銹漆,第二道防銹漆必須待 道漆干透后再刷,且防銹漆稠度要適宜; 3、 埋地管道做防腐層時,若在冬季施工,宜用橡膠溶劑油或航空汽油溶化30甲或30乙石油瀝青,重量比:瀝青∶汽油=1∶2,防腐涂漆的方法一般有兩種:①手工涂刷:手工涂刷應分層涂刷,每層應往復進行,縱橫交錯,并保持涂層均勻,不得漏涂或流墜;②機械噴涂:噴涂時噴射的漆流應和噴漆面垂直,噴漆面為平面時,噴嘴與噴漆面應相距250~350mm,噴漆面如為圓弧面,噴嘴與噴漆面的距離應為400mm左右,噴涂時,噴嘴的移動應均勻,速度宜保持在10~18m/min,噴漆使用的壓縮空氣壓力為0.2~0.4MPa。
