



合土工膜】用心細(xì)節(jié)")
合土工膜】用心細(xì)節(jié)")
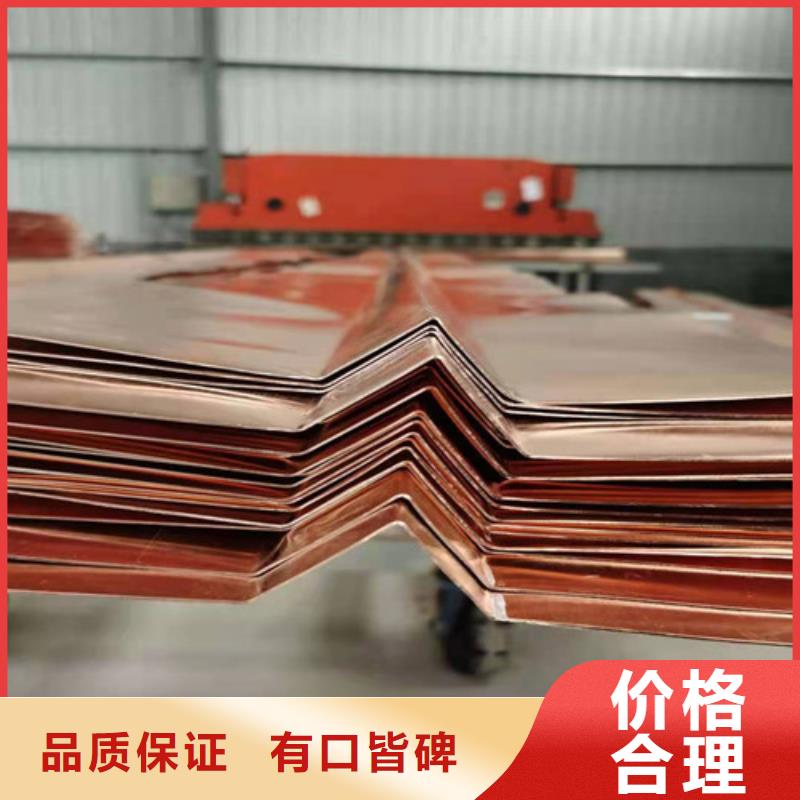
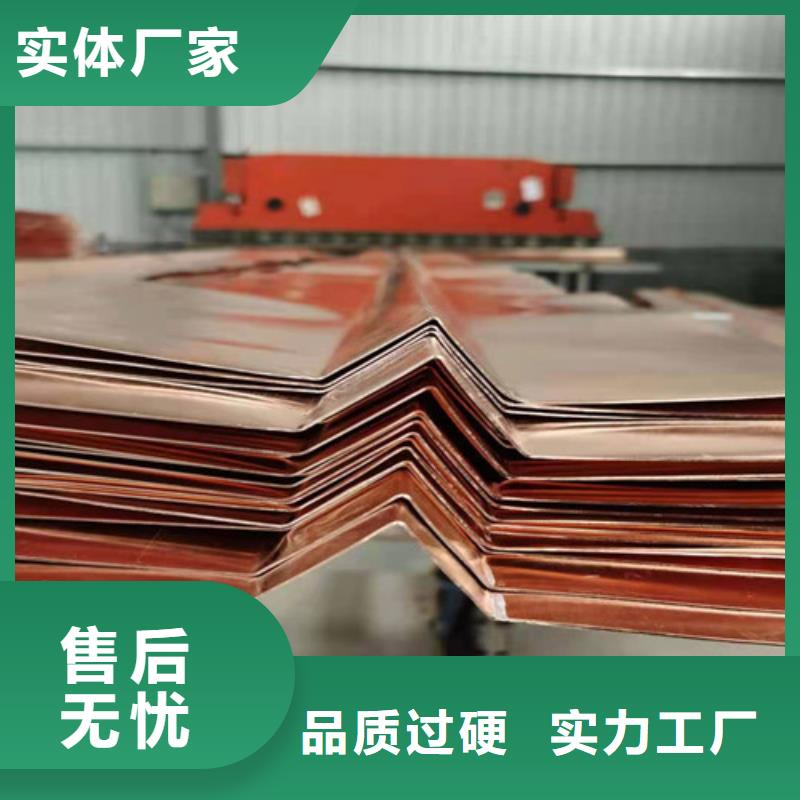
對(duì)于加工材料而言,紫銅止水片鑄錠塑性是至關(guān)重要的。為了保證鑄錠良好的變形塑性,除防止鑄錠中的一些缺陷外,顯然不希望鑄錠組織處于非平衡凝固狀態(tài)。由于產(chǎn)生非平衡狀態(tài)的原因是結(jié)晶過程中擴(kuò)散受阻,因而此種狀態(tài)在熱力學(xué)上是亞穩(wěn)定的,有自動(dòng)向平衡態(tài)轉(zhuǎn)化的趨勢(shì)。人們可利用這一趨勢(shì),將鑄態(tài)合金加熱到一定溫度,提高原子擴(kuò)散能力,使其較快完成由非平衡向平衡狀態(tài)的轉(zhuǎn)化過程。這種處理稱為均勻化退火或擴(kuò)散退火。熱軋是紫銅片止水帶生產(chǎn)中鑄錠開坯的主要手段。充分利用紫銅片止水帶在高溫條件下具有優(yōu)異的塑性這一特點(diǎn),從而以較小的軋制力實(shí)現(xiàn)較大程度的變形。熱軋的鑄錠一般由半連續(xù)、連續(xù)鑄造或鐵模鑄造提供。鑄錠規(guī)格的選擇應(yīng)考慮產(chǎn)品的品種、規(guī)格、生產(chǎn)規(guī)模、軋機(jī)設(shè)備條件及鑄造方式等。鑄錠的厚度一般與軋輥的直徑之比為1:(3.5~7),同時(shí)不超過軋機(jī)的開口度;在設(shè)備、工藝條件允許的情況下增大鑄錠的厚度,可以提高生產(chǎn)效率和成品率。鑄錠寬度通常等于或數(shù)倍于成品寬度,并適當(dāng)考慮寬展量及切邊量;一般鑄錠寬度還應(yīng)控制在軋輥長度的80%以內(nèi)。鑄錠的長度在滿足終軋溫度及輥道長度的條件下,盡量增加鑄錠的長度,以提高生產(chǎn)效率和成品率。
合土工膜】用心細(xì)節(jié)")
合土工膜】用心細(xì)節(jié)")
合土工膜】用心細(xì)節(jié)")
廣通工程材料有限公司主營: 山東鋼塑土工格柵等。 公司本著“品質(zhì)保證,客戶至上”的企業(yè)經(jīng)營理念,“誠信經(jīng)營、信譽(yù)為本”的經(jīng)營宗旨。堅(jiān)信客戶永遠(yuǎn)是公司發(fā)展的源泉,堅(jiān)持以市場(chǎng)為導(dǎo)向,以完善的售后服務(wù)為承諾,我們積j i參與推廣以及行業(yè)交流活動(dòng),公司在長期的發(fā)展過程中以過硬的產(chǎn)品質(zhì)量的優(yōu)勢(shì)和國內(nèi)許多大型的公司都建立了長期良好的合作伙伴關(guān)系,我們也熱誠歡迎國內(nèi)外客戶來我司考察,參觀及技術(shù)交流
合土工膜】用心細(xì)節(jié)")
合土工膜】用心細(xì)節(jié)")
1.純銅的鑄錠組
從低倍組織可知,鑄錠邊部為柱狀晶,中部則為較粗的等軸晶。實(shí)際上,當(dāng)鑄錠時(shí)冷卻強(qiáng)度足夠大或鑄錠尺寸較小的情況下,整個(gè)鑄錠可能全由柱狀晶組成。紫銅止水片其他銅合金的低倍組織均具有與此相同的特點(diǎn)。從顯組織觀察可知,晶粒內(nèi)部無明顯特征,晶界較細(xì),與一般單相合金的平衡結(jié)晶組織無異。
2.單相銅合金的鑄錠組織特征
銅合金的凝固過程為非平衡過程,所以其鑄錠組織一般偏離平衡態(tài)。下面以勻晶、包晶及共晶二元系合金為例說明。
勻晶系相圖及某合金凝固時(shí)可能的非平衡固相線軌跡。
合土工膜】用心細(xì)節(jié)")
合土工膜】用心細(xì)節(jié)")
合土工膜】用心細(xì)節(jié)")
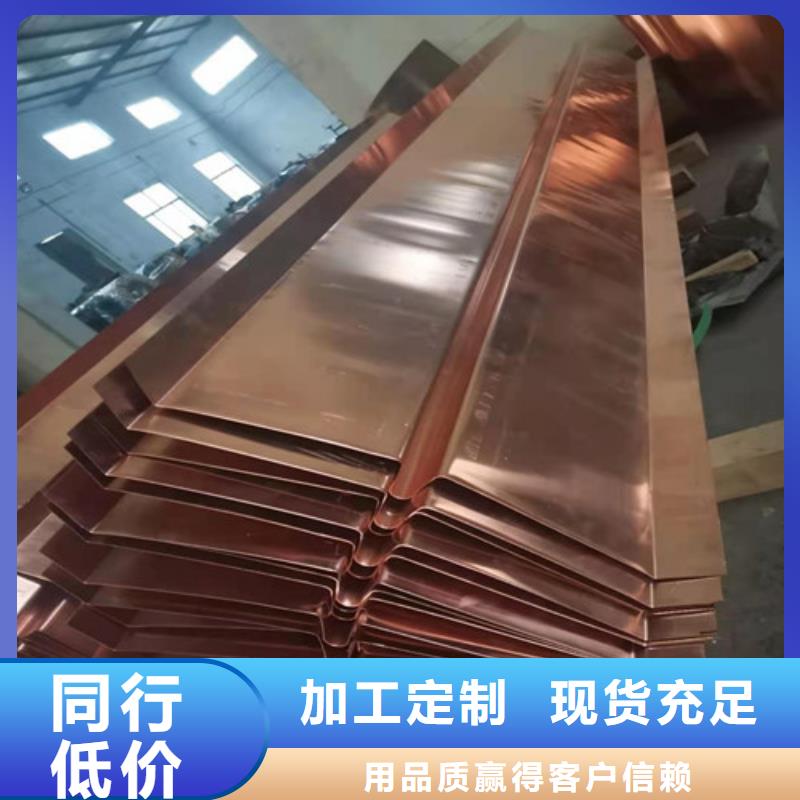
焊接紫銅管常用的就是對(duì)接接頭,搭接接頭和丁字接頭盡量少采用。在氣焊時(shí),可采用兩種焊絲,一種是含有脫氧元素的焊絲,另一種是一般的紫銅絲和母材的切條,且氣焊紫銅管時(shí)應(yīng)采用中性焰。在紫銅管手工氬弧焊前,應(yīng)把工件焊接邊緣和焊絲表面的氧化膜,油等臟物等都清理干凈,避免產(chǎn)生氣孔,夾渣等缺陷。清理的方法有機(jī)械清理法和化學(xué)清理法這兩種。加工及銷售銅合金銅材產(chǎn)品涵蓋:各種牌號(hào)規(guī)格的銅板、銅帶、銅排、銅管、銅棒、銅箔、異型銅材等幾大類;銅合金類型產(chǎn)品有:無氧銅、紫銅、黃銅、青銅、白銅等。