

| 產品參數 | |
|---|---|
| 產品價格 | 156/米 |
| 發貨期限 | 電議 |
| 供貨總量 | 1000 |
| 運費說明 | 按距離 |
| 最小起訂 | 1米 |
| 是否廠家 | 是 |
| 可售賣地 | 全國 |
| 產品顏色 | 藍色,灰色,綠色,黃色 |
| 產品名稱: | 不銹鋼復合管 |
| 外皮: | 201 304不銹鋼 |
| 內復: | 碳素鋼 |
| 材質: | 201 304 |
| 產地: | 山東聊城 |
| 規格: | 齊全 |
| 型號: | 齊全 |
| 用途: | 橋梁 道路 河道 高鐵 人行橫道 天橋做護欄起到防護作用 |
| 加工方式: | 來圖加工,來樣加工 |
| 是否可定制: | 是 |
| 是否有現貨 | 是 |
| 重量 | 35kg |
| 厚度 | 8mm |
| 規格 | 3000cm |


【導語】:今年在山西省大同市購買雙金屬復合管設計廠家實力大有了新選擇,鑫隆昌金屬材料有限公司始終堅守以用戶為中心的服務理念,將品質作為發展的基石。廠家直銷,確保為您提供價格實惠且品質卓越的雙金屬復合管設計廠家實力大產品。如需購買或咨詢,請隨時聯系我們,聯系人:王經理-15376839990,QQ:770942940,地址:緯二路21號發貨到山西省 大同市 礦區、南郊區、新榮區、陽高縣、天鎮縣、廣靈縣、靈丘縣、渾源縣、左云縣。 山西省,大同市 大同市是首批歷史文化名城、中國九大古都之一,曾是代國南都、北魏首都,遼、金、元初陪都,境內古跡眾多,包括云岡石窟、大同古城、北岳恒山、大同長城、華嚴寺、善化寺、懸空寺、九龍壁等,是文物局支持建設的“博物館之城”、中國首批13個較大的市、全國性綜合交通樞紐、物流樞紐、重點旅游城市、園林城市、新能源示范城市、全國雙擁模范城市、中國旅游城市、中國雕塑之都、中國刀削面之鄉、中國十佳運動休閑城市、國際美食之都、中國黃花之都。
鑫隆昌金屬材料有限公司生產銷售 山西大同外復不銹鋼復合管價格,還有更多 山西大同外復不銹鋼復合管價格相關的產品參數、實時報價、市場行情等信息請閱讀以下文章了解更多資料。



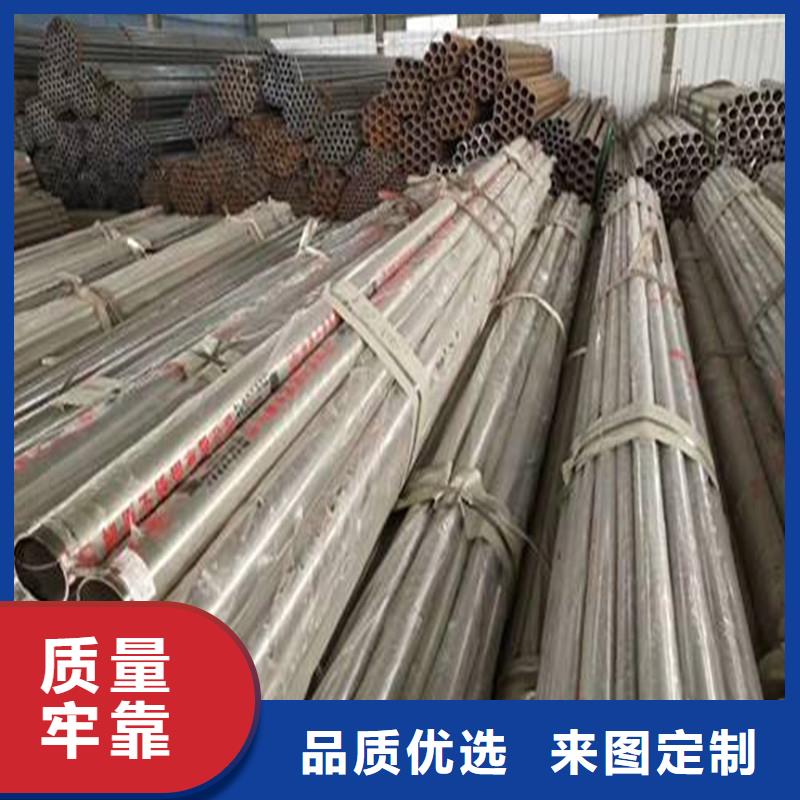
聊城正久不銹鋼復合管廠采用先進工藝和先進設備生產201,304,430等材質外復不銹鋼復合管,內襯碳鋼復合管,外防腐/外噴塑/外鍍鋅內襯不銹鋼復合管,不銹鋼復合管配套管件(內襯不銹鋼90度彎頭,三通,四通,直接,活節,六角絲)護欄鋼板立柱(外鍍鋅噴塑鋼板立柱)。優質不銹鋼/碳素鋼復合管護欄昭通制造廠家,本產品生產外徑9.5mm-219mm 壁厚0.3mm-14mm不銹鋼/碳鋼復合管。本產品具有環保、節約、價廉、度、抗腐蝕、美觀大方等優點。 我廠生產的內襯不銹鋼復壓復合技術,使基管與內襯不銹鋼管緊密結合,復合鋼管即呈現 狀態。產品規格:DN15-DN300mm
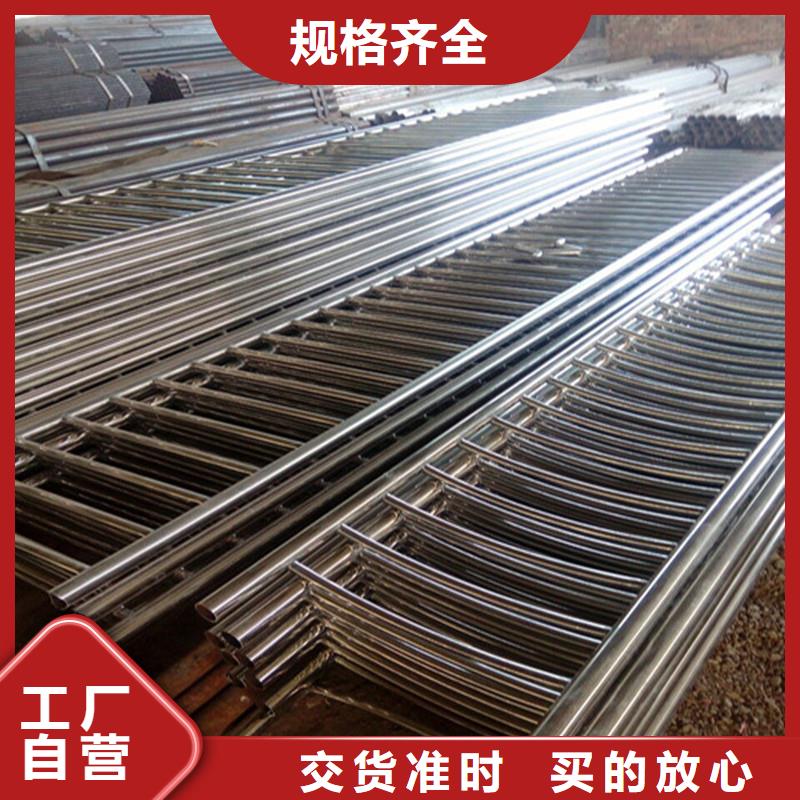
不銹鋼復合管欄桿,護欄,它不僅具有不銹鋼管的豪華美觀和現代氣息,又具有普通碳鋼管的堅韌性。是價昂不銹鋼管的替代品,它與鋼板立柱配合,做成城市、道橋等的欄桿。不僅牢固、大方,且可造型各異,給都市別一種亮麗風景線。



采用氫弧焊焊接,復層不銹鋼純邊為1. 5--2.0mm,焊槍瓷管噴口直徑為10mm,鎢絲直徑為2-3mm,焊接電流為80-100A,氬氣流量為8-12/min,焊接電流為正極,焊后進行檢查,不允許有夾渣、裂紋、氣孔、未焊透、未熔合等缺陷存在,或X射線檢查后,方可進行下道主序焊接。以上是聊城正久金屬制品有限公司所提供的內容,希望對您有所幫助。


冷成型法:冷成型制造工藝的基本特征是將預加工好的薄壁不銹鋼管套入碳鋼管中,然后通過機械方法使不銹鋼管緊緊貼合在碳鋼管內壁上。薄壁不銹鋼管有兩種獲得途徑:一種是通過選擇合適規格的無縫不銹鋼管,通過旋壓的方法使之變薄,達到要求的外徑和厚度;另一種是用薄的不銹鋼板或鋼帶在專用的制管機上用tig焊接成直縫或螺旋縫不銹鋼管。采用拉拔、脹接、旋壓和滾壓等方法使不銹鋼管緊緊貼合在碳鋼管內壁上,其中拉拔和脹接為常用。拉拔是取兩根分別制成的無縫鋼管,將一根套在另一根外面,然后將兩管通過一模具同時進行拉拔,從而實現緊密配合的機械結合。這種管的優點是生產工藝比較簡單,價格較便宜。缺點是界面非擴散結合,只是依靠對外層進行的冷加工來獲得緊密配合,因此冷加工復合管如果遭遇高溫就有分層傾向,復合管會因應力釋放而失效。這就限制了冷加工管的使用環境和應用領域。脹接分機械脹接和液壓脹接兩種。機械脹接是目前生產不銹鋼復合管的一種主要方法,它是利用滾脹芯軸回轉擠壓使復合管內管發生塑性變形,外管發生彈性變形,從而使復合管的外管對內管產生接觸壓力,以達到復合管內外壁的緊密貼合。液壓脹接原理與機械脹接相同,只是用管內高壓水施壓代替滾脹芯軸回轉擠壓。機械脹接時脹接力大小難以確定,易發生欠脹或過脹,且多次滾脹易造成襯里開裂。液壓脹接時脹接力均勻且大小可進行計算,因此更具優越性。兩種脹接法的共同缺點是內外層只是機械結合,和拉拔成型一樣,在高溫環境下會因應力松弛而分層失效。



【總結】:鑫隆昌金屬材料有限公司【15376839990】在山西省大同市本地專業從事雙金屬復合管設計廠家實力大,價格低,發貨快,效果好 ([城市群])可送貨上門。










