縫方管廠家直銷")
縫方管品質(zhì)保障")
縫方管售后無(wú)憂")
縫鋼管焊管品質(zhì)優(yōu)選")
縫鋼管焊管品質(zhì)優(yōu)選")

縫鋼管焊管品質(zhì)優(yōu)選")
焊接吹氧管的特點(diǎn)
1、消耗量低:耐高溫涂層一起形成強(qiáng)大的耐熱性和抗氧化性,可達(dá)到 限度吹氧管消耗量,降低成本費(fèi)用。
2、質(zhì)量高:從原材料的篩選到成品的制作的各個(gè)生產(chǎn)環(huán)節(jié)都在嚴(yán)格的質(zhì)量控制管理中。
3、價(jià)格低:較先進(jìn)的生產(chǎn)設(shè)備形成的生產(chǎn)線,實(shí)現(xiàn)了產(chǎn)品的質(zhì)優(yōu)價(jià)廉。
聊城焊接吹氧管的用途
(1)電弧爐煉鋼中輸送氧氣或其它氣體,在電弧爐內(nèi)熔化并精煉鋼鐵。
(2)注入其它粉末狀添加劑,調(diào)節(jié)鋼種或煉制特種鋼。
(3)氧氣轉(zhuǎn)爐里的礦渣。
(4)其它用途,如在強(qiáng)耐熱、抗氧化、抗硫化和抗腐蝕等方面。
縫鋼管焊管品質(zhì)優(yōu)選")
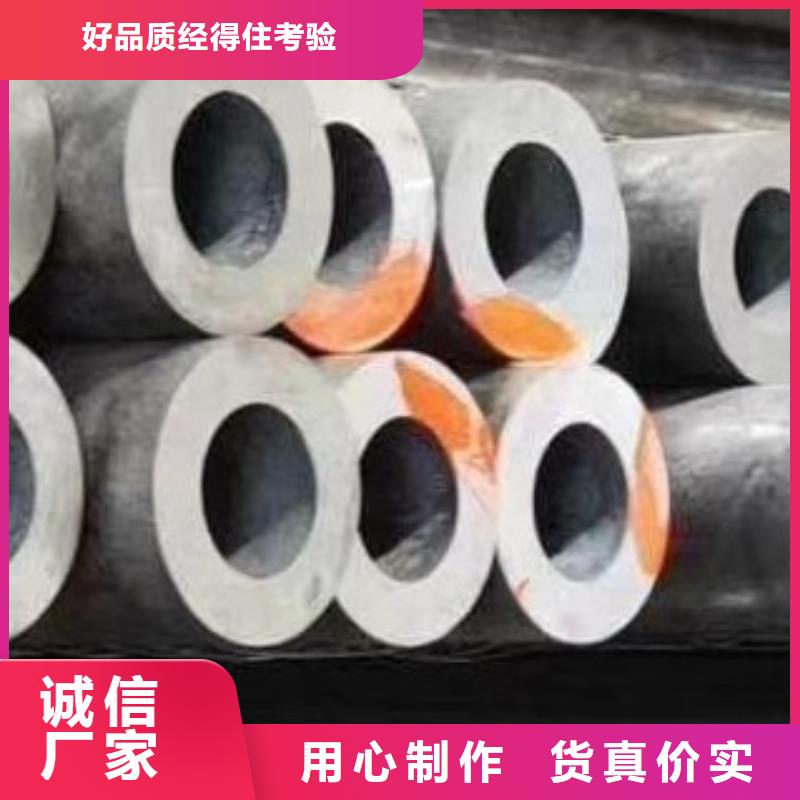
無(wú)縫方管
縫鋼管焊管品質(zhì)優(yōu)選")
縫鋼管焊管品質(zhì)優(yōu)選")
45#無(wú)縫鋼管焊條
1.電弧焊連接的管道在放樣劃線的基礎(chǔ)上按矯正管材、切割下料、坡口、組對(duì)、焊接、清理焊渣等工序進(jìn)行施工。
2.坡口加工及清理:]管道的切割坡口一般采用氧-乙炔焰氣割,氣割完成后,用銼刀干凈管口氧化鐵,用磨光機(jī)將影響焊接質(zhì)量的凹凸不平處削磨平整。小直徑管道盡量采用砂輪切割機(jī)和手提式電動(dòng)切管機(jī)切割,然后用磨光機(jī)進(jìn)行管口坡口。
3.管道坡口采用V型坡口,坡口用機(jī)械加工或砂輪機(jī)打磨,做到光滑、平整。對(duì)坡口兩側(cè)20mm范圍內(nèi)將油污,鐵銹和水份去除,且保證露出金屬光澤,保證坡口表面不得有裂紋、夾層等缺陷,并坡口內(nèi)外側(cè)污物。
4.焊條、焊劑使用前應(yīng)該按說(shuō)明書(shū)進(jìn)行烘干,并在使用過(guò)程中保持干燥。焊條藥皮無(wú)脫落和顯著裂紋。
5.焊前管口組對(duì):管口組對(duì)采用專用的組對(duì)工具,以確保管子的平直度和對(duì)口平齊度。管道對(duì)接焊口的組對(duì)必須做到內(nèi)壁齊平,內(nèi)壁錯(cuò)邊量不可超標(biāo);管子組對(duì)點(diǎn)固,應(yīng)由焊接同管子的焊工進(jìn)行,點(diǎn)固用的焊條或焊絲應(yīng)與正式焊接所用的相同,點(diǎn)焊長(zhǎng)度為10-15mm,高度為2-4mm,且應(yīng)超過(guò)管壁厚的2/3;管道焊縫表面不得裂縫、氣孔、夾渣等缺陷;管子、管件對(duì)點(diǎn)固時(shí),應(yīng)保持焊接區(qū)域不受惡劣環(huán)境條件(風(fēng)、雨)的影響。
縫鋼管焊管品質(zhì)優(yōu)選")
縫鋼管焊管品質(zhì)優(yōu)選")
縫鋼管焊管品質(zhì)優(yōu)選")
在長(zhǎng)期跟客戶溝通實(shí)踐的過(guò)程中, 無(wú)縫方管產(chǎn)品和技術(shù)得以不斷更新,使得公司在人才和技術(shù)上處于較高地位,在穩(wěn)定發(fā)展的同時(shí),友豐商貿(mào)(北京市分公司)響應(yīng)號(hào)召,積j i開(kāi)拓國(guó)外市場(chǎng),讓產(chǎn)品走出國(guó),遠(yuǎn)銷歐美、非洲、中南亞等數(shù)十個(gè)和地區(qū),并得到了國(guó)外同仁的喜愛(ài)。務(wù)實(shí)進(jìn)取,精工細(xì)作,歡迎各界同仁蒞臨考察指導(dǎo)工作!
縫鋼管焊管品質(zhì)優(yōu)選")
縫鋼管焊管品質(zhì)優(yōu)選")
縫鋼管焊管品質(zhì)優(yōu)選")
