




想要真正了解鋼筋鋸切套絲打磨生產線多重優惠產品的魅力嗎?這個視頻將以其無與倫比的視聽效果,讓您仿佛置身于產品的核心之中,感受其獨特的魅力。
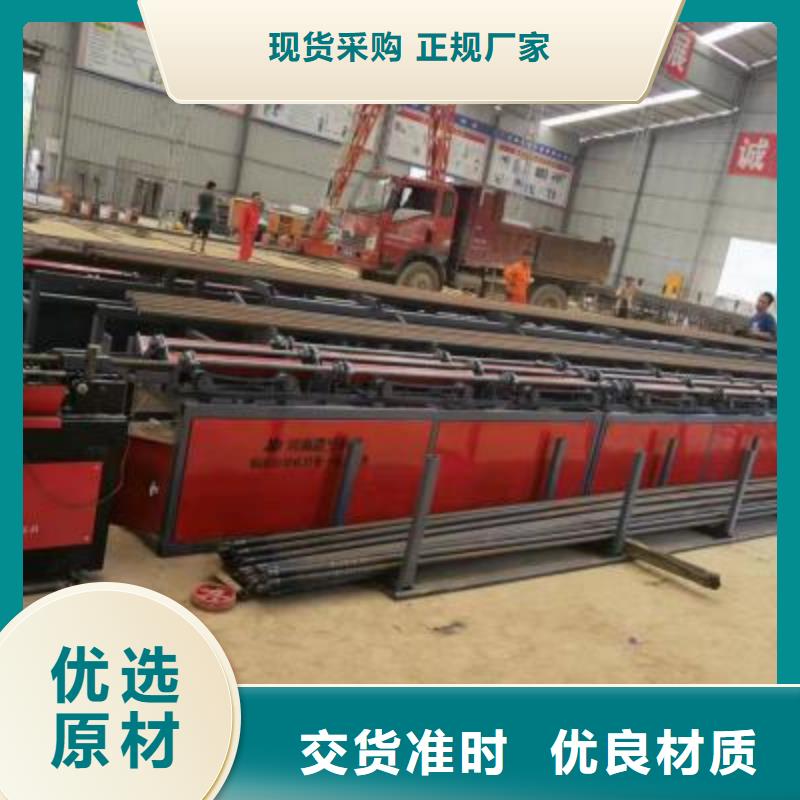
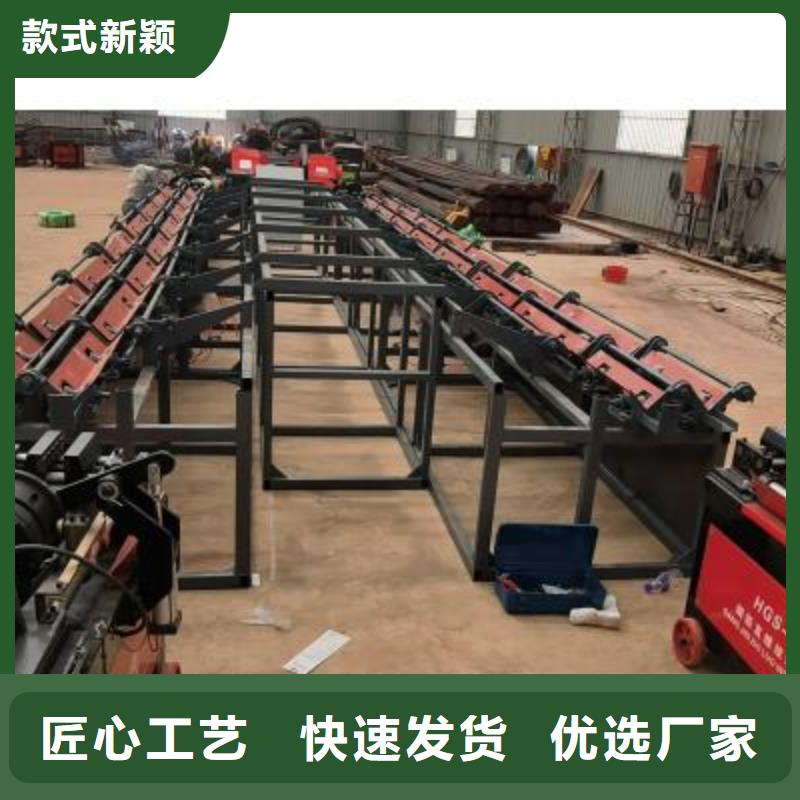
以下是:鋼筋鋸切套絲打磨生產線多重優惠的圖文介紹


金屬帶鋸床斷帶的原因及措施:斷帶原因分析及故障處理 1.上導向塊間隙不合適,臥式金屬帶鋸床,對鋸背抵壓過重,使鋸帶齒根處張力過大產生裂紋導致斷帶。檢查方法:調整好兩 的切點,使與兩鋸臂夾縫在同一水平線上,金屬帶鋸床品牌,鋸背與輪肩保持一定距離,以不切斷紙為宜;用一直尺沿夾好的鋸帶方向在鋸臂中間測量,吻合度在0.1~0.2mm之間,并且確定鋸背與導向塊完全吻合;導向塊活動套間隙為0.5mm。 2.導向塊磨損造成鋸背磨損,使鋸帶背部產生裂紋導致斷帶。導向塊合金有明顯磨痕及凹槽,鋸背有不規則劃傷并在劃傷處斷裂,要經常檢查。 3.夾緊塊因過緊或過松而磨損,使鋸帶側面劃傷。過緊增加鋸帶的負荷使之斷裂;過松可使鋸帶走偏或鋸口有波紋。



總經理趙艷杰攜全體員工愿與新老客戶朋友本著誠實守信、互惠互利原則,以真誠的心架起彼此合作的橋梁,互相支持,共同發展,為 江蘇鎮江液壓噴濕機廠家行業的美好明天而共同努力。

鋸條性能的差異,好對鋸條的速度和鋸削速度能實時自動。比如,當鋸條彎曲達到系統的一定閥域值時,系統就速度自適應或關閉進給。這需要在原有普通帶鋸床的基礎作較大的改動,如改變原有的液壓單元,鋸條彎曲監控器等。在原普通鋸裝配光柵尺進行位置測量,原液壓系統不變。控制系統功能設計,包括料倉,儲料管理檢索,鋸件分類管理,鋸條彎曲監控,材料壓緊,鋸條速度,鋸削進給速度的自適應控制等。由于鋸削的材料為了能同時不改變原液壓系統的要求,系統了基于普通電磁閥的位置控制模塊。對于普通帶鋸床而言,由于壓力的變化,液壓油溫度的變化以及電磁閥和繼電器的滯后都影響鋸削送料的精度,因此下料精度差,批量下料的一致性也不好。此外,在改變普通帶鋸床下料長度時,由于需送料長度標尺,操作也繁瑣。


