

文字再美,也抵不過視頻中的數控鋼筋自動滾絲生產線誠信廠家產品真實呈現,趕快點擊觀看吧!
以下是:數控鋼筋自動滾絲生產線誠信廠家的圖文介紹
建貿機械 有限公司是集研發設計生產銷售于一體化的綜合性 山西臨汾液壓噴濕機廠家公司。經營范圍主要有 山西臨汾液壓噴濕機廠家產品。公司擁有科學質量管理體系,秉承著信用誠摯的服務精神,嚴守著 山西臨汾液壓噴濕機廠家精益求精的工藝水準,遵循著步步為營的經營理念與多家企業建立了長期的合作關系。


故障原因: 1、是帶鋸床沒清干凈,鐵削刷,刷得不到位,帶鋸條把鐵削帶到了盤上,有的鐵削會留在鋸輪上,在反復與鋸條的接觸中就會把鋸條頂出裂紋。 2、是帶鋸床的渦輪箱里可能是軸承燒了,造成鋸輪傾斜角度變,在剛用新鋸條時可看到鋸輪邊緣處把鋸條帶起,然后鋸條又掉下去,可以聽到明顯的‘啪啪’聲,這種情況鋸條不超2天就會斷。 3、有可能是你的鋸床上的帶鋸條質量不行。金屬帶鋸床如何調試雙金屬帶鋸床 試鋸前各油池應灌油,潤滑點各進行一次加油和檢查。
在鋸床剛開始工作的時候要進行試鋸,在試鋸前應仔細地擦去鋸床各部分的防銹油,不得使用金屬工具和其它足以劃傷零件表面的器具來擦油,擦凈后,薄薄地抹上一層機油。 試鋸時,先以1低速空運轉數分鐘,然后逐漸提高轉速,試驗各級轉速的運轉和變速機構。同時檢查工作臺的各方向進給操縱手柄是否靈活可靠,檢查潤滑油泵的工作情況。這樣就完成了鋸床的試鋸!
檢查外接三相主電源是否與鋸床工作電壓一致。鋸床接上電源后,首先檢查電機的旋轉方向,并按照手柄扳動方向與工作臺運動方向一致校正接線。



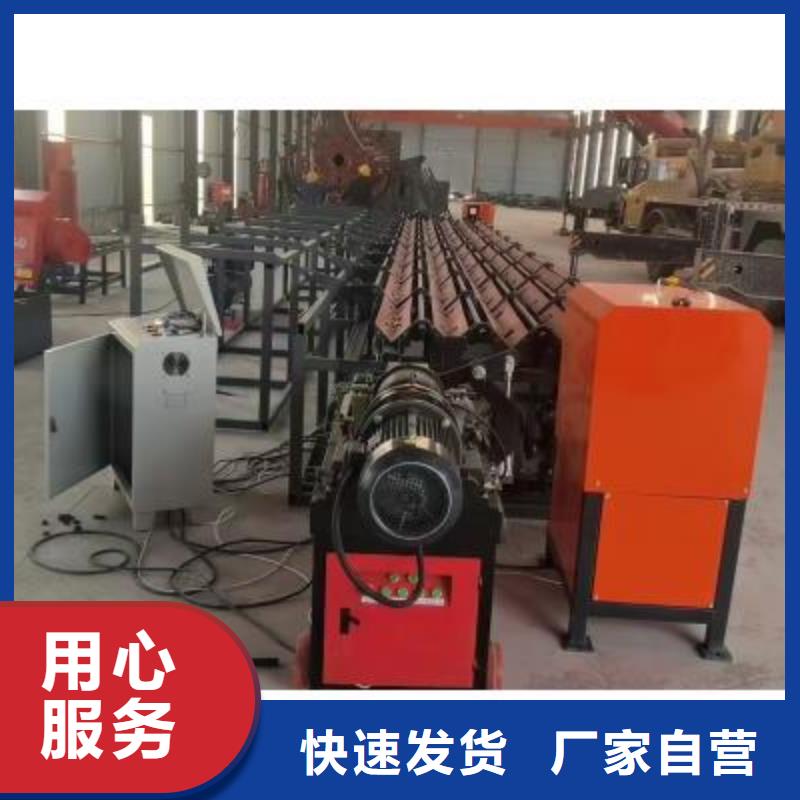
山西臨汾數控鋼筋鋸切套絲生產線特點:1.送料輥道采用PLC控制,移動式輥道加固定擋板定尺,精度高。2.螺紋鋼專用金屬帶鋸床,具有切削效率高、節能省料、操作簡單等特點。3.本產品原料存儲架采用大噸位存儲,并可與棒材自動上料機配合使用,實現上一個循環尚未結束時即可 進行下一步配料,以節省喂料周期。4.全自動送料輥道,避免原料的二次搬運,鋼筋的輸送、翻轉、傳遞等全部由機械完成,大幅度提高了效率。5.鋼筋輸送滾采用V 型耐磨輥進行,具有耐磨、減噪音、壽命長等特點。6.剝肋、滾絲主機頭實現了氣缸夾緊、送進功效,提高了剝肋、滾絲效率。而且可以運用市場上的左牙圓板牙制作左旋螺紋。制作出來的螺紋標準。螺紋一次成型,速度快。(因為圓板牙本身就是通用的標準件).套絲過程中,工件不轉,板牙轉。所以再長的工件也能制作螺紋。


