




冷彎成型工藝是一種具有突出先進適用性的板金屬成型工藝并具有節能節材的特點.成型輥是冷彎成型機組中的重要的部件由于冷彎型鋼機組的成型道次較多軋輥用量很大多品種的軋輥則需要更多的輥片.為了滿足冷彎型鋼生產不斷提出的要求軋輥的材質也在不斷地變化和改進這就對軋輥的制造也有更高的要求.采用CAD/CAM技術用于軋輥的設計及制造極大地推動了冷彎成型技術的發展. 本文針對冷彎型鋼軋輥利用Pro/E中的Pro/TOOLKIT工具包進行基于二次開發技術的CAD/CAM研究.在VC開發環境下使用動態鏈接庫(DLL)模式利用MFC DLL類型在已有的冷彎型鋼軋輥CAD基礎上開發出冷彎型鋼軋輥的CAD/CAM集成系統.其中采用特征建模技術將軋輥特征分類后進行參數化設計并存儲;利用特征拼合的方法建立了軋輥的三維實體模型;分析了軋輥的工藝方案確定了軋輥的加工工藝以及軋輥加工的數控代碼. 該系統主要由冷彎型鋼軋輥特征模型建立軋輥的計算機輔助工藝設計和軋輥的計算機輔助制造三部分組成工字鋼冷彎機
 寶潤機械有限公司
河源300型工字鋼冷彎機地區報價
寶潤機械有限公司
河源300型工字鋼冷彎機地區報價
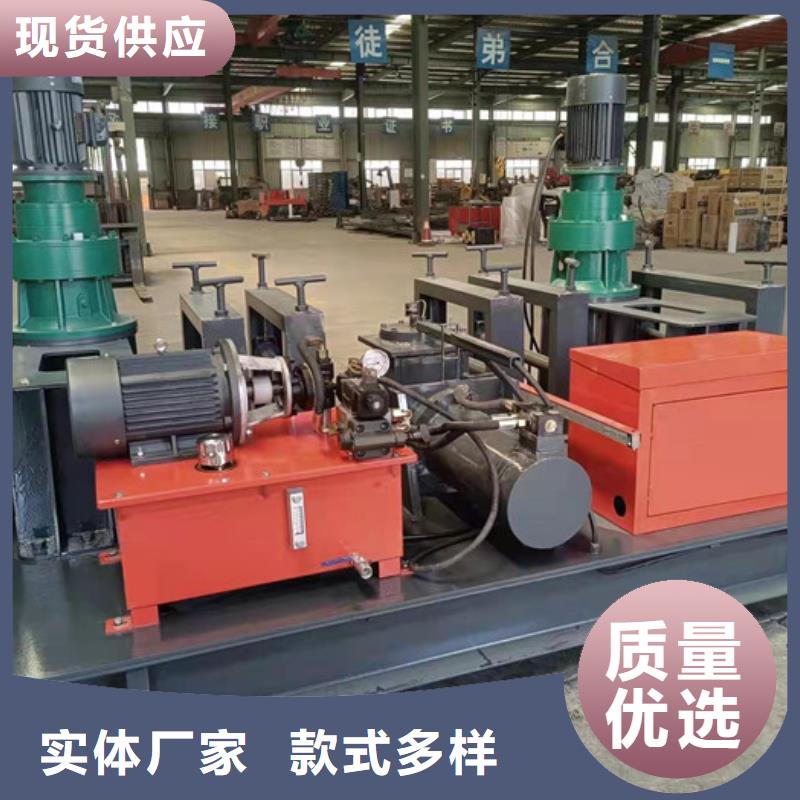
 數控液壓觸屏式彎拱機(工字鋼,h型鋼等)采用國內科技技術,由的工字鋼彎拱機增加數控裝置,使機器在施工中更快速方便,一次成型,簡單可靠!數控工字鋼彎拱機全液壓控制可分為:觸屏式、按鈕式、旋鈕式、液晶觸摸屏式等。1、數控彎拱機的組成:它由底座、機械傳動、冷彎機系統、液壓系統、數控控制系統和輔助系統等六大部分組成,控制可采取手動或者數控控制。2、數控彎拱機的三大優勢:(1)控制方面:數控彎拱機有PLC程序控制器控制,全液壓系統自動讀數器可手動控制也可數控控制。(2)操作方面:無限進料,可進可退,油缸進度尺寸自動定位無需人工測量,彎曲尺寸自動讀數。(3)方面:雙重自動關機系統,到達指定尺寸自動關機,紅外線剎車系統,無料時自動關機。
數控型的特點數控彎拱機在傳統的液壓全自動彎拱機和電動彎曲機的基礎上,利用先進的數控技術在機器施工中增加了編碼電子尺、光電控料傳感器、電子計米器、智能液壓控制閥件等數控裝置,讓施工變得更有效率,一次設置,重復工作。機器的外形整體與現有wgj-250型彎拱機一樣。5、設備主要技術參數產品型號:SKWGJ-250總功率:11Kw電壓:380V液壓系統壓力:20Mpa油缸推進速度:1-13mm/s主驅動輪轉速:7r/min小彎曲半徑:1.5M重量:2380kg外型尺寸(長×寬×高):2.5m×1.5m×1.4m挑選工字鋼冷彎機(冷彎機)必看因素:1、三個頂滾的直徑:細了,因接觸面小,容易打滑;彎非標鋼材的時候容易變形。2、油缸的直徑和行程:直徑和行程決定了壓力的大小和彎曲半徑的可調性。3、臺體鋼板厚度和骨架的質量:決定著彎大型鋼材時是否變形。4、電機的功率和減速機的質量。5、廠家的生產規模和售后服務(很多經銷商聲稱自己是廠家有售后,其實真到設備出了問題他們都是敷衍了事)。港建重工從事本行業多年,我們擁有專業的技術人員和產品技術及完善的售后服務體系,更多關于產品相關的問題,根據您的使用需求,給您提供性價比的選型意見。歡迎咨詢,洽談業務。
數控液壓觸屏式彎拱機(工字鋼,h型鋼等)采用國內科技技術,由的工字鋼彎拱機增加數控裝置,使機器在施工中更快速方便,一次成型,簡單可靠!數控工字鋼彎拱機全液壓控制可分為:觸屏式、按鈕式、旋鈕式、液晶觸摸屏式等。1、數控彎拱機的組成:它由底座、機械傳動、冷彎機系統、液壓系統、數控控制系統和輔助系統等六大部分組成,控制可采取手動或者數控控制。2、數控彎拱機的三大優勢:(1)控制方面:數控彎拱機有PLC程序控制器控制,全液壓系統自動讀數器可手動控制也可數控控制。(2)操作方面:無限進料,可進可退,油缸進度尺寸自動定位無需人工測量,彎曲尺寸自動讀數。(3)方面:雙重自動關機系統,到達指定尺寸自動關機,紅外線剎車系統,無料時自動關機。
數控型的特點數控彎拱機在傳統的液壓全自動彎拱機和電動彎曲機的基礎上,利用先進的數控技術在機器施工中增加了編碼電子尺、光電控料傳感器、電子計米器、智能液壓控制閥件等數控裝置,讓施工變得更有效率,一次設置,重復工作。機器的外形整體與現有wgj-250型彎拱機一樣。5、設備主要技術參數產品型號:SKWGJ-250總功率:11Kw電壓:380V液壓系統壓力:20Mpa油缸推進速度:1-13mm/s主驅動輪轉速:7r/min小彎曲半徑:1.5M重量:2380kg外型尺寸(長×寬×高):2.5m×1.5m×1.4m挑選工字鋼冷彎機(冷彎機)必看因素:1、三個頂滾的直徑:細了,因接觸面小,容易打滑;彎非標鋼材的時候容易變形。2、油缸的直徑和行程:直徑和行程決定了壓力的大小和彎曲半徑的可調性。3、臺體鋼板厚度和骨架的質量:決定著彎大型鋼材時是否變形。4、電機的功率和減速機的質量。5、廠家的生產規模和售后服務(很多經銷商聲稱自己是廠家有售后,其實真到設備出了問題他們都是敷衍了事)。港建重工從事本行業多年,我們擁有專業的技術人員和產品技術及完善的售后服務體系,更多關于產品相關的問題,根據您的使用需求,給您提供性價比的選型意見。歡迎咨詢,洽談業務。
| 產品參數 | |
|---|---|
| 產品價格 | 18000/臺 |
| 發貨期限 | 3 |
| 供貨總量 | 10 |
| 運費說明 | 汽運 |