
慶陽(yáng)機(jī)械配件廠用方鋼扁鋼生產(chǎn)廠家
鑫澤金屬制品有限公司
機(jī)械配件廠用方鋼扁鋼生產(chǎn)廠家") 慶陽(yáng)機(jī)械配件廠用方鋼扁鋼生產(chǎn)廠家
慶陽(yáng)機(jī)械配件廠用方鋼扁鋼生產(chǎn)廠家
機(jī)械配件廠用方鋼扁鋼生產(chǎn)廠家") 冷拔方鋼在加工的時(shí)候,經(jīng)常會(huì)遇到不同的情況,為了保證冷拔方鋼的質(zhì)量,要針對(duì)不同進(jìn)行控制。主要包括以下幾點(diǎn):1、冷拔方鋼應(yīng)力控制 對(duì)于Ⅱ、Ⅲ、Ⅳ級(jí)鋼筋和五號(hào)鋼的鋼筋,在冷拉后,作預(yù)應(yīng)力鋼筋使用的,要用冷拉應(yīng)力控制。但鋼筋冷拉后經(jīng)檢查,冷拉率超過(guò)了規(guī)范規(guī)定值,還要再進(jìn)行機(jī)械能實(shí)驗(yàn)。 2、冷拔率測(cè)定控制要求 以冷拉率控制鋼筋冷拉時(shí),控制值要由試驗(yàn)確定。冷拉型鋼試驗(yàn)測(cè)定時(shí)要求:同爐同批的測(cè)定試件,不能少于四個(gè),每個(gè)試件都要按規(guī)范規(guī)定的冷拉應(yīng)力測(cè)定相應(yīng)的冷拉率,并取試件的平均值作為該爐該批鋼筋的實(shí)際冷拉率。如果鋼筋強(qiáng)度偏高,平均的冷拉率低于百分之一時(shí),在鋼筋冷拉時(shí),仍要按百分之一的冷拉率控制。 3、不同爐批的冷拔控制 對(duì)于混雜,分不清爐批的鋼筋,冷拉時(shí),不能用冷拉率控制,而且要冷拉多根連接的鋼筋,每根的冷拉率和控制應(yīng)力都要符合規(guī)范規(guī)定。 4、冷拔速度控制 要使鋼筋充分變形,就要適當(dāng)控制冷拉速度,一般以0.5~1為宜。同時(shí)要求,冷拉到規(guī)定的應(yīng)力和冷拉率以后,隨即停拉兩到三以后,再放松鋼筋,結(jié)束冷拉,以給鋼筋充分變形的時(shí)間。
慶陽(yáng)機(jī)械配件廠用方鋼扁鋼生產(chǎn)廠家
冷拔方鋼在加工的時(shí)候,經(jīng)常會(huì)遇到不同的情況,為了保證冷拔方鋼的質(zhì)量,要針對(duì)不同進(jìn)行控制。主要包括以下幾點(diǎn):1、冷拔方鋼應(yīng)力控制 對(duì)于Ⅱ、Ⅲ、Ⅳ級(jí)鋼筋和五號(hào)鋼的鋼筋,在冷拉后,作預(yù)應(yīng)力鋼筋使用的,要用冷拉應(yīng)力控制。但鋼筋冷拉后經(jīng)檢查,冷拉率超過(guò)了規(guī)范規(guī)定值,還要再進(jìn)行機(jī)械能實(shí)驗(yàn)。 2、冷拔率測(cè)定控制要求 以冷拉率控制鋼筋冷拉時(shí),控制值要由試驗(yàn)確定。冷拉型鋼試驗(yàn)測(cè)定時(shí)要求:同爐同批的測(cè)定試件,不能少于四個(gè),每個(gè)試件都要按規(guī)范規(guī)定的冷拉應(yīng)力測(cè)定相應(yīng)的冷拉率,并取試件的平均值作為該爐該批鋼筋的實(shí)際冷拉率。如果鋼筋強(qiáng)度偏高,平均的冷拉率低于百分之一時(shí),在鋼筋冷拉時(shí),仍要按百分之一的冷拉率控制。 3、不同爐批的冷拔控制 對(duì)于混雜,分不清爐批的鋼筋,冷拉時(shí),不能用冷拉率控制,而且要冷拉多根連接的鋼筋,每根的冷拉率和控制應(yīng)力都要符合規(guī)范規(guī)定。 4、冷拔速度控制 要使鋼筋充分變形,就要適當(dāng)控制冷拉速度,一般以0.5~1為宜。同時(shí)要求,冷拉到規(guī)定的應(yīng)力和冷拉率以后,隨即停拉兩到三以后,再放松鋼筋,結(jié)束冷拉,以給鋼筋充分變形的時(shí)間。
慶陽(yáng)機(jī)械配件廠用方鋼扁鋼生產(chǎn)廠家
機(jī)械配件廠用方鋼扁鋼生產(chǎn)廠家") 鑫澤金屬制品有限公司
鑫澤金屬制品有限公司
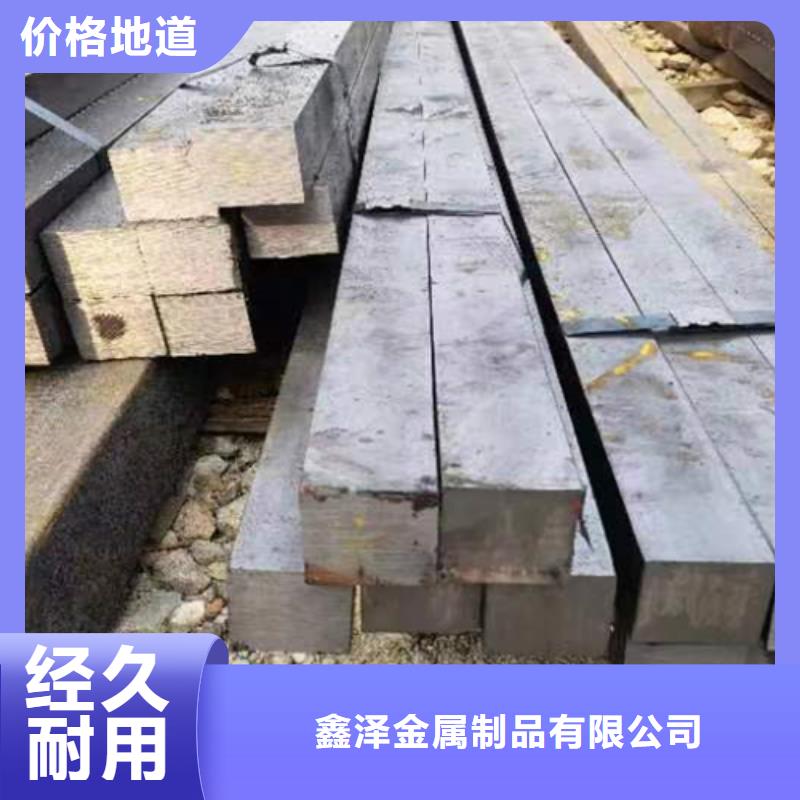
機(jī)械配件廠用方鋼扁鋼生產(chǎn)廠家") 冷拔方鋼是將圓鋼在空氣、蒸汽或化學(xué)物質(zhì)中加熱到合適的溫度,在其表面形成藍(lán)色或黑色氧化膜的過(guò)程,也稱為黑化。單獨(dú)藍(lán)色膜的耐蝕性相對(duì)較差,但冷拔方鋼涂上油、蠟或清漆后,耐蝕性和耐摩擦性都有所提高。其規(guī)格用直徑和邊長(zhǎng)表示。直徑85~160米的鋼和邊長(zhǎng)85~154毫米的圓鋼為大截面鋼;直徑為38~80 mm的鋼和邊長(zhǎng)為50~75 mm的圓鋼屬于中截面鋼;直徑36~10 mm,邊長(zhǎng)25~10 mm的圓鋼是小截面鋼。冷拔方鋼有兩種交貨長(zhǎng)度:固定長(zhǎng)度或雙倍長(zhǎng)度。隨著直徑和鋼種的不同,長(zhǎng)度的選擇范圍也不同。冷拔方鋼表面質(zhì)量好,常用于機(jī)械卡槽和制作各種工藝品。一般直徑在50毫米以下的圓鋼和六角鋼用量較大。冷拔方鋼的應(yīng)用范圍很廣,一般用于各種熱軋圓鐵不能滿足要求的領(lǐng)域,如五金配件、家電配件、加工原材料等。
冷拔方鋼是將圓鋼在空氣、蒸汽或化學(xué)物質(zhì)中加熱到合適的溫度,在其表面形成藍(lán)色或黑色氧化膜的過(guò)程,也稱為黑化。單獨(dú)藍(lán)色膜的耐蝕性相對(duì)較差,但冷拔方鋼涂上油、蠟或清漆后,耐蝕性和耐摩擦性都有所提高。其規(guī)格用直徑和邊長(zhǎng)表示。直徑85~160米的鋼和邊長(zhǎng)85~154毫米的圓鋼為大截面鋼;直徑為38~80 mm的鋼和邊長(zhǎng)為50~75 mm的圓鋼屬于中截面鋼;直徑36~10 mm,邊長(zhǎng)25~10 mm的圓鋼是小截面鋼。冷拔方鋼有兩種交貨長(zhǎng)度:固定長(zhǎng)度或雙倍長(zhǎng)度。隨著直徑和鋼種的不同,長(zhǎng)度的選擇范圍也不同。冷拔方鋼表面質(zhì)量好,常用于機(jī)械卡槽和制作各種工藝品。一般直徑在50毫米以下的圓鋼和六角鋼用量較大。冷拔方鋼的應(yīng)用范圍很廣,一般用于各種熱軋圓鐵不能滿足要求的領(lǐng)域,如五金配件、家電配件、加工原材料等。
| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價(jià)格 | 5750/噸 |
| 發(fā)貨期限 | 3-7 |
| 供貨總量 | 7777777 |
| 運(yùn)費(fèi)說(shuō)明 | 運(yùn)輸/需方付費(fèi) |
| 最小起訂 | 0.1 |
| 質(zhì)量等級(jí) | A級(jí) |
| 是否廠家 | 是 |
| 產(chǎn)品材質(zhì) | 材質(zhì)齊全 |
| 產(chǎn)品品牌 | 鑫澤 |
| 產(chǎn)品規(guī)格 | 規(guī)格齊全 |
| 發(fā)貨城市 | 聊城 |
| 產(chǎn)品產(chǎn)地 | 山東 |
| 加工定制 | 可定制 |
| 產(chǎn)品型號(hào) | 根據(jù)需求 |
| 可售賣地 | 全國(guó) |
| 產(chǎn)品重量 | 按需求 |
| 產(chǎn)品顏色 | 油拔,粉拔,精拉 |
| 質(zhì)保時(shí)間 | 按產(chǎn)品尺寸 |
| 外形尺寸 | 根據(jù)需求 |
| 適用領(lǐng)域 | 通用領(lǐng)域 |
| 是否進(jìn)口 | 否 |
| 質(zhì)量認(rèn)證 | 根據(jù)產(chǎn)品 |
| 產(chǎn)品功率 | 8000 |
| 工作溫度 | 1500 |