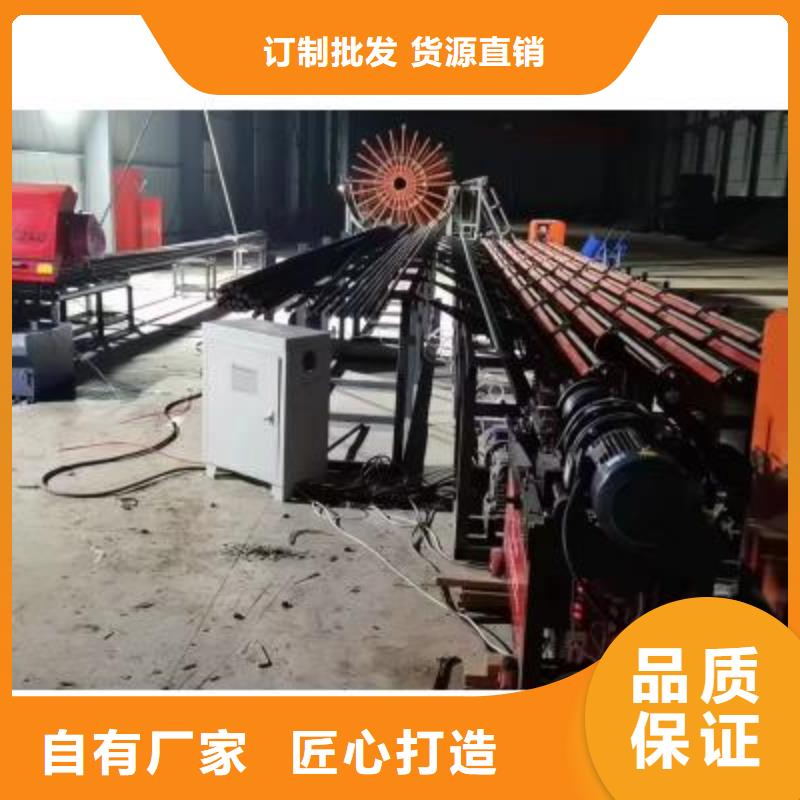



我們的數控棒材剪切生產線質量放心視頻現已上線,它比任何文字描述都能更直觀地展示產品的魅力。請點擊觀看。
以下是:數控棒材剪切生產線質量放心的圖文介紹

建貿機械 有限公司是一家集生產與銷售 遼寧遼陽液壓噴濕機廠家產品的優質供應商。公司自成立以來始終堅持以“質量di yi、服務di yi、誠信經營、共謀發展”的經營理念,管理上堅持以人為本,服務上以客戶為尊。我司擁有雄厚的技術開發力量、嚴格的產品質量檢驗、先進的設計標準、合理的配套結構、采用了世界上先進的生產工藝。建貿機械 有限公司把產品質量作為企業生存的根本,把用戶作為企業的上帝,與廣大用戶、四海賓朋互利合作,攜手共進,共謀發展,共創光輝燦爛的明天!


滾絲輪及墊圈的安裝:正絲安裝方法——面向滾軋頭前軸座,以任一根偏心軸為一軸,先按順時針方向依次安裝與滾絲輪相適應的墊圈:厚—中—薄,再分別安裝滾絲輪(滾絲輪小面朝外), ,在滾絲輪外面按原順序依次安裝與滾絲輪相適應的墊圈:薄—中—厚。反絲安裝方法——調換每個滾絲輪的內外墊圈即可。對刀:先松開滾軋機頭后面的3條緊定螺釘,再松開6條定位螺栓,然后將與所要加工的鋼筋型號相適應的對刀棒細端插入滾軋頭中心,轉動偏心調節齒輪,使滾絲輪與對刀棒相接觸,抽出對刀棒,擰緊6條定位螺栓,再擰緊3條緊定螺釘,壓緊齒圈,使之不得移動。設備特性:1、鋼筋端面銑平機切割處理保證一致,接頭無端面加工每次4根同時進行,速度較人工打磨時間短,大大節約了成本,且打磨質量得到了有效控制。度高、人工勞動強度低、整體效率高。2、該機床具有整體結構剛性強、精度穩定、故障率低、可靠性好的優點,是鋼筋直螺紋連接絲口處理加工利器。縫隙。



切屑黏結在齒尖。
俗稱“切屑焊點”
1、切削液不當或根本無切削液
2、切削液水、油比例失調
3、鋸帶線速度太快、進給太猛
4、清屑刷磨損
5、選齒失誤 1、選擇正確的切削液
2、調節水、油比例
高合金5:1;低合金、碳鋼10:1
3、適當減小鋸帶線速度,調節進刀量/進給量
4、更換清屑刷
5、合理選擇鋸齒,一般情況下:大料用大齒;小料、薄料用小齒;結構鋼材適當選擇變齒
背部出現T形截面(蘑菇狀) 1、進給太大
2、導向臂分開太寬
3、鋸輪、法蘭與鋸帶磨擦太大
4、鋸齒太小,不適合下料工件
5、導向部分磨損或被卡死
6、鋸帶張力不夠 1、適度減小進給量
2、調整導向臂在適當位置
3、調整鋸輪,磨擦
4、根據工件大小,幾何形狀選齒
5、調節張力,更換導向塊
6、適當增大鋸帶張力
俗稱“切屑焊點”
1、切削液不當或根本無切削液
2、切削液水、油比例失調
3、鋸帶線速度太快、進給太猛
4、清屑刷磨損
5、選齒失誤 1、選擇正確的切削液
2、調節水、油比例
高合金5:1;低合金、碳鋼10:1
3、適當減小鋸帶線速度,調節進刀量/進給量
4、更換清屑刷
5、合理選擇鋸齒,一般情況下:大料用大齒;小料、薄料用小齒;結構鋼材適當選擇變齒
背部出現T形截面(蘑菇狀) 1、進給太大
2、導向臂分開太寬
3、鋸輪、法蘭與鋸帶磨擦太大
4、鋸齒太小,不適合下料工件
5、導向部分磨損或被卡死
6、鋸帶張力不夠 1、適度減小進給量
2、調整導向臂在適當位置
3、調整鋸輪,磨擦
4、根據工件大小,幾何形狀選齒
5、調節張力,更換導向塊
6、適當增大鋸帶張力


