



想知道鋼筋鋸切套絲生產線貨源產品為何如此受歡迎?觀看視頻,答案自在其中。
以下是:鋼筋鋸切套絲生產線貨源的圖文介紹
我司是一家面向全國客戶銷售批發: 遼寧錦州液壓噴濕機廠家、 遼寧錦州液壓噴濕機廠家, 遼寧錦州液壓噴濕機廠家等系列產品。
我們的宗旨是:提供優質鑄造產品,讓客戶滿意、放心!
我們的理念是:誠信、專業、務實、共贏。


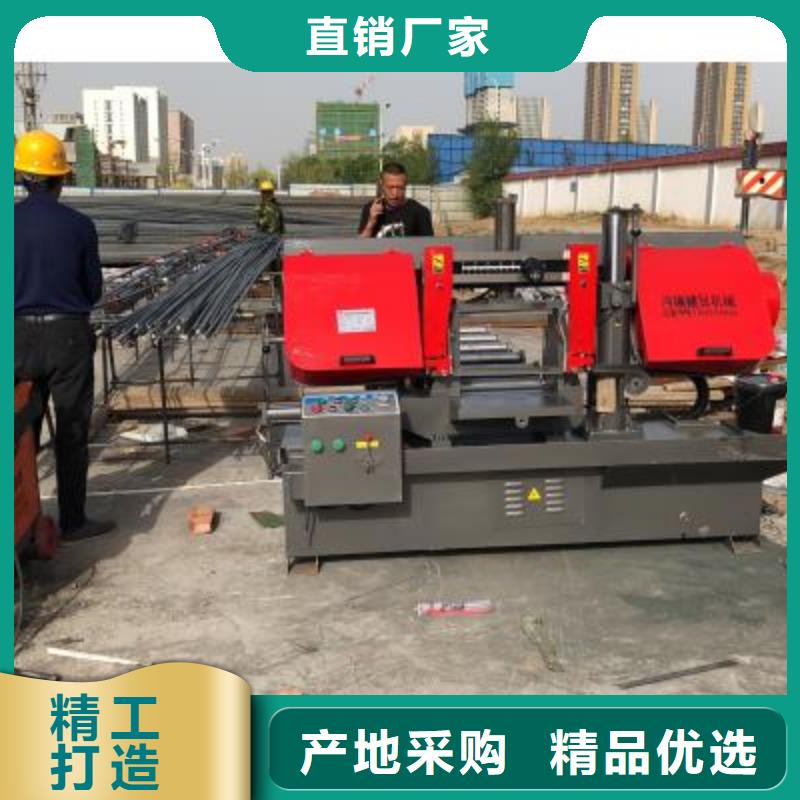
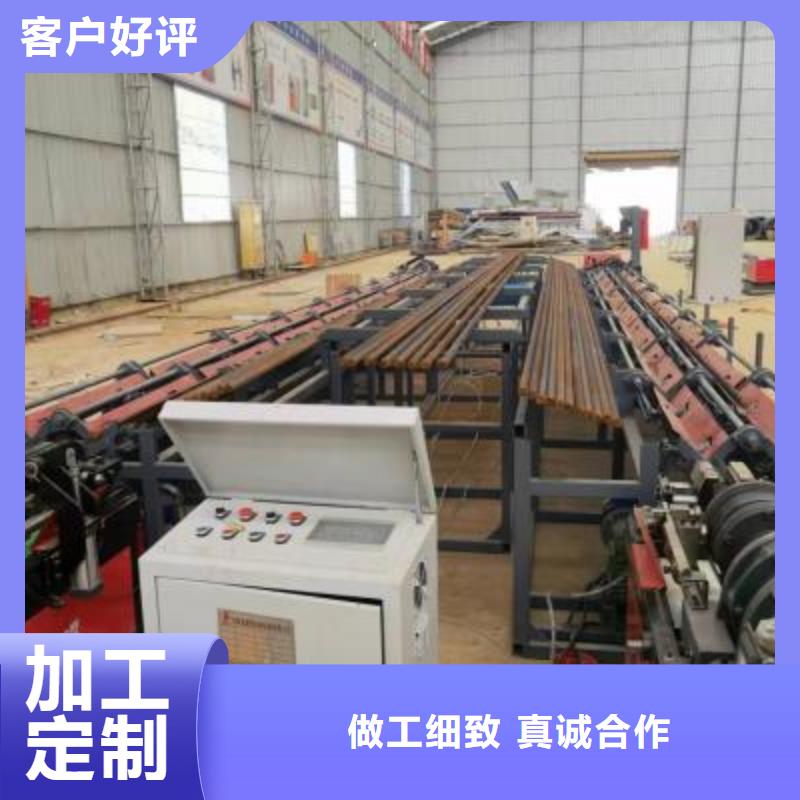
近年來隨著科技的進步和發展很多的施工現場樁基鋼筋籠越來越多的采用套絲搭接的方式進行,傳統的焊接搭接慢慢的被淘汰。因而如何處理套絲搭接問題成為了很多施工方頭疼的問題。數控鋼筋鋸切套絲打磨生產線是專門為處理套絲搭接問題而專門設計的一種數控鋼筋加工智能化設備。帶大家了解一下遼寧錦州數控鋼筋鋸切套絲打磨生產線具體是如何處理套絲搭接問題的。1、數控鋼筋鋸切套絲打磨生產線首先對原材料鋼筋進行定尺的鋸切,在數控屏幕上設置需要鋸切鋼筋的長度,原材料鋼筋使用行吊放到原材料放料架上等待鋸切。2、原材料鋼筋工人手動撥到運料軌道上,鋼筋自動被運送到鋸床進行鋸切工作。3、原材料鋼筋在鋸床部位被鋸切成指定長度后再通過運料軌道被運送到鋸切完畢的半成品儲料倉里等待套絲。4、半成品儲料倉里的鋼筋被一根一根的翻轉到套絲軌道上,分別進行兩個端頭的套絲。5、兩個端頭套絲完畢的鋼筋被翻轉到打磨軌道上進行兩個端頭的打磨。6、兩個端頭打磨完畢的鋼筋被翻轉到成品儲料倉里等待取用。由上可見,整個的生產流程中使用人工的地方非常少,因而數控鋼筋鋸切套絲打磨生產線越來越多的出現在了施工現場。很多的施工方有剛開始的不接受到后來的慢慢喜歡。數控鋼筋鋸切套絲打磨生產線越來越受到歡迎。在此向施工方要說明的是鋸切套絲打磨生產線是對原材料鋼筋的兩個端頭進行處理,而并非是對已經做好的籠子成品進行處理。而且數控鋼筋鋸切套絲打磨生產線也存在一些弊端,比如占地空間較大,對場地的平整度要求較高等。



3、 鋸條有必要拉緊,鋸前試車空轉3 — 5 分鐘,以打出液壓筒中和液壓傳動裝置上各油溝中的空氣,并檢查鋸床有無毛病、光滑油路是否正常。
4、 鋸割管材或薄板型材,齒距不應小于資料的厚度。在鋸割時應將手柄退到慢的方位,并削減進刀量。
5 、金屬帶鋸床在作業中,禁絕半途變速,鋸料要放正、卡緊、卡牢,按原料硬度和鋸條質量決議進刀量。
6 、有必要專用液壓油和光滑油液壓傳動及光滑裝置中,冷卻液有必要清潔,并按周期替換或過濾。
7 、在資料行將鋸斷時,要加強調查,留意操作。
8 、作業結束,堵截電源,把各操作手柄放回空位上,并做好清掃作業。
9 、機床作業時如發現毛病,應立即泊車報告建造與保障部派機修工修補。鑫岳機床一直認為:供給優質的產品,是報答客戶 的辦法。
4、 鋸割管材或薄板型材,齒距不應小于資料的厚度。在鋸割時應將手柄退到慢的方位,并削減進刀量。
5 、金屬帶鋸床在作業中,禁絕半途變速,鋸料要放正、卡緊、卡牢,按原料硬度和鋸條質量決議進刀量。
6 、有必要專用液壓油和光滑油液壓傳動及光滑裝置中,冷卻液有必要清潔,并按周期替換或過濾。
7 、在資料行將鋸斷時,要加強調查,留意操作。
8 、作業結束,堵截電源,把各操作手柄放回空位上,并做好清掃作業。
9 、機床作業時如發現毛病,應立即泊車報告建造與保障部派機修工修補。鑫岳機床一直認為:供給優質的產品,是報答客戶 的辦法。



3、 鋸架:為板焊件,用以安裝聯接主傳動裝置、鋸帶張緊機構及鋸帶導向機構。
4、 主傳動:主傳動采用蝸輪傳動方式,它是由主電機、蝸輪箱及鋸輪組成,主要用于傳遞扭矩,驅動帶鋸條回轉,以實現切削運動,通過皮帶輪上的皮帶,可以變換實現三檔切削速度,以適用不同材質工件的切削要求。
5、 鋸帶張緊機構:由從動輪、張緊座、絲桿和滑塊組成,可通過扳手轉動絲桿,以移動滑塊帶動鋸輪來實現帶鋸條的張緊,使帶鋸條和鋸輪輪緣之間形成一定的壓力,產生足夠的摩擦力來帶動帶鋸條作旋轉運動。
鋸帶導向機構:由導向座、導向桿、導向頭、導向塊、背部合金座及合金片組成,帶鋸條通過導向頭,以達到帶鋸條保持其無扭
1、 曲的原始狀態;背部合金座和合金片與帶鋸條的背部和側面緊緊相貼,將帶鋸條摩擦降低到 限度;導向桿安裝在導向座中,可上下滑移,以適應切削不同厚度的胚件時,達到上、下導向頭保持短的距離,使柔性的帶鋸條即增強了剛性,又得到了恰當的柔度,以延長帶鋸條的使用壽命。
