

為了讓您更地了解我們的12cr1movH型鋼廠家,我們精心制作了產品視頻。我們將帶您領略產品的非凡之處,讓您對它有更深入的了解和認識。
以下是:12cr1movH型鋼廠家的圖文介紹

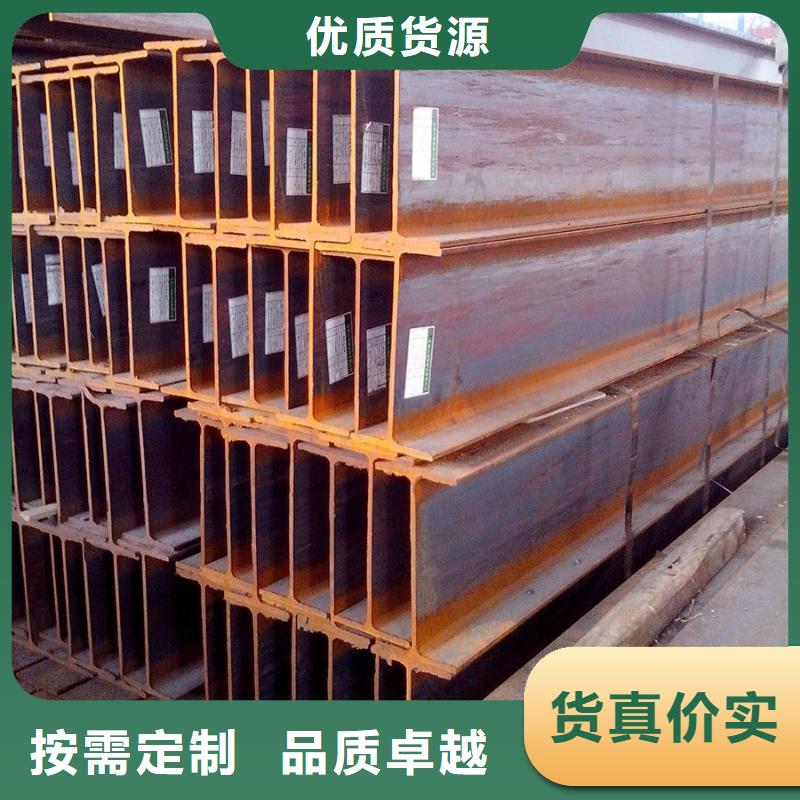
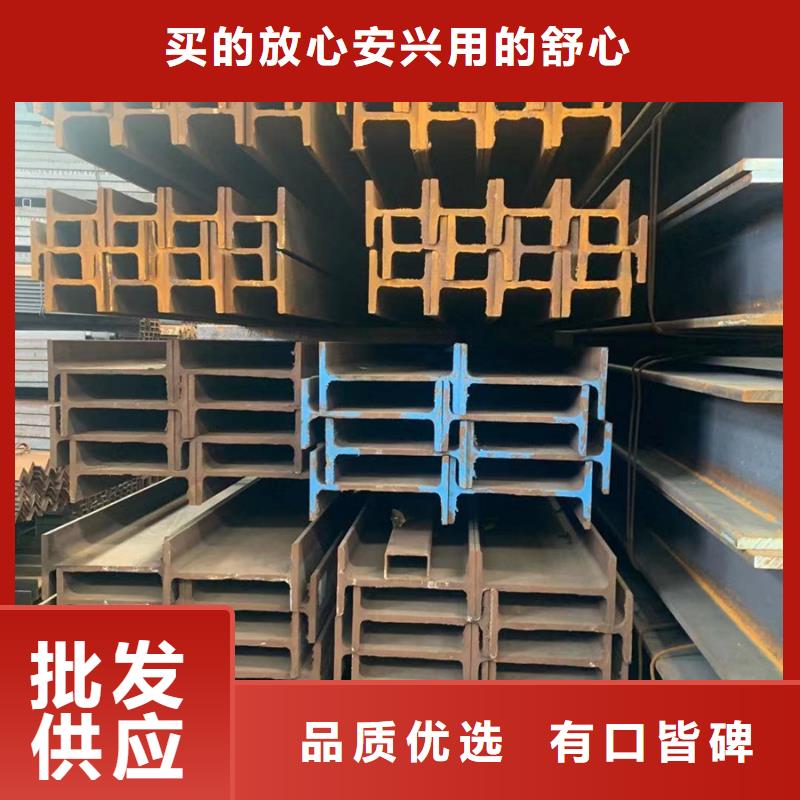
安徽滁州Q355EH型鋼的翼緣都是等厚度的,有軋制截面,也有由3塊板焊接組成的組合截面。工字鋼都是軋制截面,由于生產工藝差,翼緣內邊有1:10坡度。H型鋼的軋制不同于普通工字鋼僅用一套水平軋輥,由于其翼緣較寬且無斜度(或斜度很小),故須增設一組立式軋輥同時進行輥軋,因此,其軋制工藝和設備都比普通軋機復雜。安徽滁州型材可生產的 軋制h型鋼高度為800mm,超過了只能是焊接組合截面。 我國Q355E熱軋H型鋼國標(GB/T11263-1998)將H型鋼分為窄翼緣、寬翼緣和鋼樁三類,其代號分別為hz、hk和hu。窄翼緣H型鋼適用于梁或壓彎構件,而寬翼緣h型鋼和h型鋼樁則適用于軸心受壓構件或壓彎構件。Q355E工字鋼與Q355EH型鋼相比,等重量前提下,w、ix、iy都不如h型鋼。


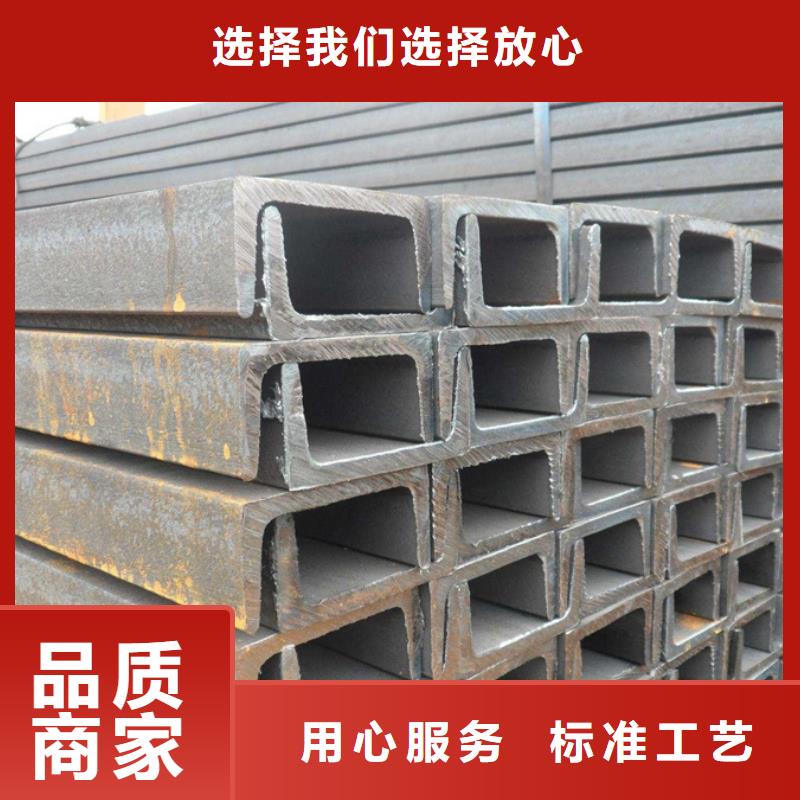
安徽滁州Q345E鍍鋅槽鋼傳熱系數值越大,其熔化極光電催化和固相狀況越顯著。該鋁合金具備較小的阻值,熔融極光電催化產生的電位差基本上為零,熔融極固相電位差也較低,說明鍍鋅槽鋼具備不錯的傳熱性。鍍鋅槽鋼的突出優勢是抗腐蝕性,考慮到它會被用在各種鋼結構設施上,難免會與外界環境進行長時間的接觸,或者與可能產生腐蝕性的物質相接觸,因此較高的抗腐蝕性能夠確保鍍鋅槽鋼免受外界環境的影響,保持自身結構的穩定性。安徽滁州型材熱鍍鋅層是鋅在高溫液態下,分三個步驟形成的:鐵基表面被鋅液溶解形成鋅—鐵合金相層;合金層中的鋅離子進一步向基體擴散形成鋅鐵互溶層;合金層表面包絡著鋅層。鍍鋅產品需要表面處理的原因是,在實際使用過程中,它不僅具有較高的強度,而且具有良好的裝飾點綴效果。安徽滁州Q345E鍍鋅槽鋼在整個使用過程中也是非常廣泛的。我們可以看到它的工作原理是什么。從整個工作原理來看,鐵基表面溶解形成鍍鋅液的鋅鐵合金相層比較簡單。這種產品在實際使用過程中也具有很好的耐蝕性,而且我們很少能看到的產品形狀非常精致,因此它也可以廣泛應用于許多行業。除上述步驟外,實際上,在整個高溫鍍鋅過程中,基體鋅離子進一步擴散到基體形成鋅鐵互溶層,在具體選擇鍍鋅通道鋼時,應注意這些基本原理,因為你所看到的產品經過不同的步驟,可以加工和制造。



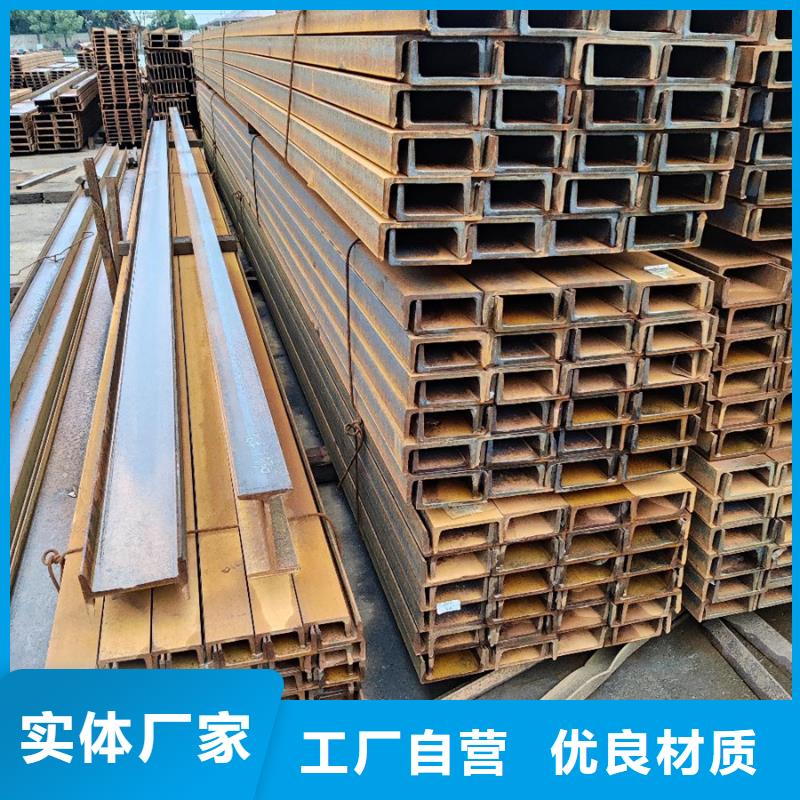
安徽滁州Q355E槽鋼的對接工藝共有五點,下面就來逐一介紹每一個步驟:一步:原材料檢驗:檢驗準備對接槽鋼的外形尺寸是否合格,若不合格則需矯正或更換材料。二步:劃線:a)根據對接后的長度尺寸,在準備對接的角鋼上劃線,劃線前應滿足兩個要求:()、保證對接槽鋼的小長度要大于200mm。(2)、長度方向上應留有2~3mm的余量。b)劃線的原則是槽鋼的兩翼板上的切割線應垂直于腹板,腹板上切割線應成45°夾角。三步:安徽滁州型材切割:用半自動火焰切割機沿劃線下料,下料后用半自動火焰切割機或砂輪機在槽鋼內側面開 45°單V形坡口(見下圖)。切割面應光滑平整,無缺口。四步:拼裝:拼裝前把兩根準備拼裝的槽鋼倒扣于平臺上,然后調整兩槽鋼的直線度及間隙,點焊固定。五步:焊接:采用氣體保護焊(GMAW)焊接,為減少焊接變形,焊前應將槽鋼成對背靠背點焊在一起,先焊翼板上的坡口側,然后焊接腹板的坡口,坡口側焊接完成后。打開成對第六步:注意要點:焊接的話主要是擔心焊不牢和焊接應力過大。



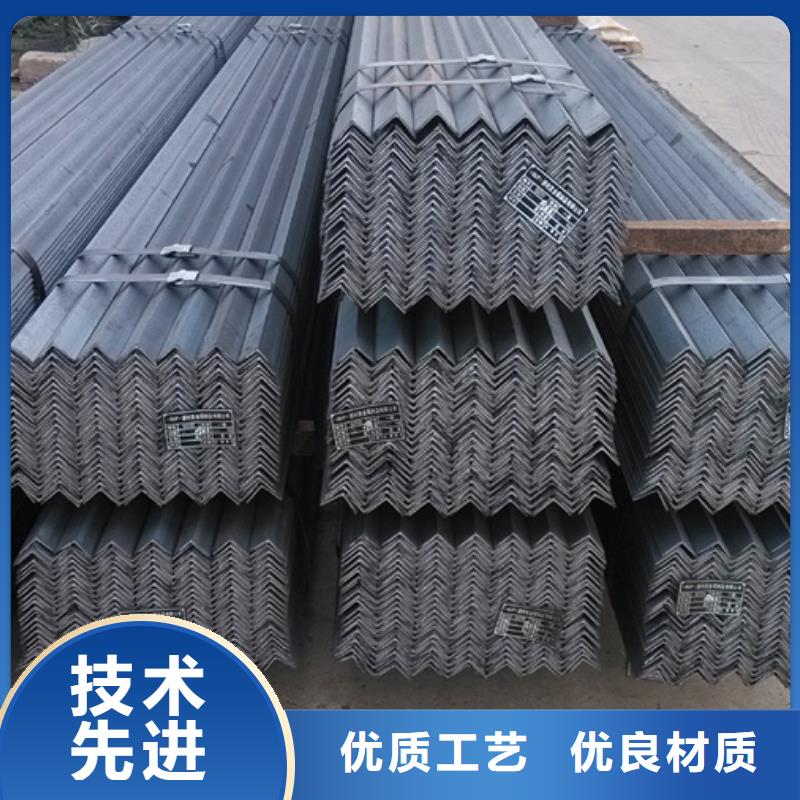
客戶的支持就是我們的成功,隨著公司的持續發展,蘇滬金屬制品有限公司在 安徽滁州09CuPCrNiA角鋼產品研發、技術、產品銷售、售后服務等方面均有長足的進步,并將持續貫徹“追求產品零缺陷”的質量方針,為廣大客戶提供更為滿意的 安徽滁州09CuPCrNiA角鋼產品和服務。

