

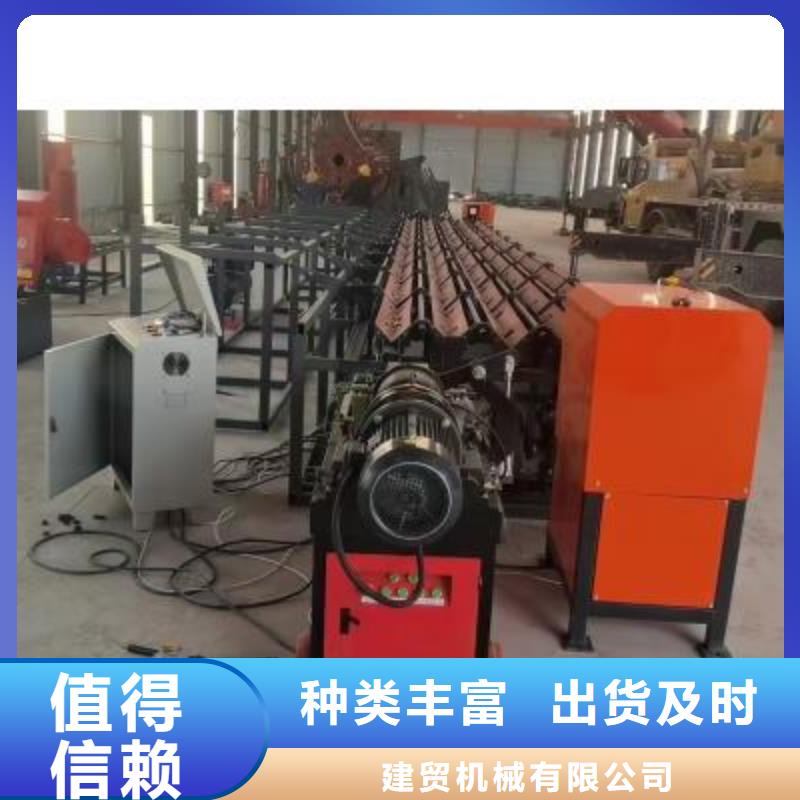



茂名鋸切套絲生產線的原料存儲架采用大噸位存儲,可與棒材自動上料機配合使用,上一個循環尚未結束就可以進行下一步配料,縮短了循環周期。茂名鋼筋鋸床全自動送料輥道,避免原料的二次搬運;鋼筋輸送、翻轉、傳遞全部由機械完成,大幅度提高了效率;鋼筋輸送滾采用 V 型耐磨輥,耐磨、噪音低、壽命長.產品特點:1、可自動完成對鋼筋端頭的自動切斷,切頭端面平整,可直接套絲。2、鋼筋定尺機構采用伺服電機控制,通過伺服電機驅動絲杠機構來調整鋸切刀口與定位擋板之間的距離,采用編碼器測量,可鋸切各種長度的鋼筋。3、對鋼筋長度的自動定尺,鋼筋長度剪切齊頭鋼筋尾料短可達到1cm,提高材料的利用率。4、鋸切主機生產效率高,可對原料鋼筋的兩端自動定尺齊頭,鋸切主機采用雙立柱設計,升降平穩,鋸切穩定;鋼筋壓緊采用液壓油缸兩側壓料,壓力大鋸切過程中,鋼筋不會轉動減少對鋸條的損傷,鋼筋切頭均勻。5、一級套絲輥道輸送平臺采用鏈條式傳動,可對齊頭后的鋼筋臨時儲料,實現加工作業的流水線作業,減少設備的二次搬運,提高生產效率。6、套絲輥道采用V型輪輸送,無需人工輔助,保證鋼筋自動輸送至套絲機,套絲完成后可自動翻至下一個工序;V型采用耐磨材料。

適用范圍:
1、剛性機床要兼有故障率低、可靠性好的生產場合。
2、特別適應于高速公路高速鐵路鋼筋加工場的加工。
3、創新型的結構設計,各種結構優化,鋼筋加工場必備。
設備保養:
1、銑刀盤中的銑刀為易耗品,其耗損程度根據鋼筋面進刀深度、速度決定。
2、建議鋼筋銑入深度為1-2mm。
3、空氣壓縮機定期放水檢測。
4、導入鋼筋時慢入至鋼筋擋板即可,切勿用刀,以免損傷鋼筋。該銑床進給軸為X、Y兩坐標控制,主軸為(伺服)動力驅動。能夠實現對各種型號規格的鋼筋一次裝夾,完成夾緊銑平等多種工序加工,適合于多品種、大批量鋼筋銑平頭的生產,對復雜、高強鋼筋端頭的加工更能顯示其優越性。
可更換新刀片。滾絲輪滾軋一定數量的絲頭后,因磨損或牙形損壞,不能滾軋出合格絲頭時,應更換新滾絲輪。更換新滾絲輪時,調整螺距的墊圈務必安裝正確,否則不能使用。1)無冷卻液時嚴禁滾軋加工螺紋。2)冷卻液務必用水溶性切削液,嚴禁使用油性溶液,更不可用油代替。天氣寒冷地區在施工完后應將切削液放出,凍壞冷卻系統。3)待加工的鋼筋端部應平整,必須用無齒據下料。且在端部500mm長度范圍內應圓直,不允許彎曲,不允許將氣割或鋼筋切斷機下料的端頭直接加工。4)在初始切削時進給應均勻,切勿猛進,以防刀刃崩裂。5)滑桿及滑板應經常清理并涂機械潤滑油。6)鐵屑應及時清理干凈。(應在斷電狀態下清理)。7)冷卻液應半月清理一次。
3、 鋸架:為板焊件,用以安裝聯接主傳動裝置、鋸帶張緊機構及鋸帶導向機構。
4、 主傳動:主傳動采用蝸輪傳動方式,它是由主電機、蝸輪箱及鋸輪組成,主要用于傳遞扭矩,驅動帶鋸條回轉,以實現切削運動,通過皮帶輪上的皮帶,可以變換實現三檔切削速度,以適用不同材質工件的切削要求。
5、 鋸帶張緊機構:由從動輪、張緊座、絲桿和滑塊組成,可通過扳手轉動絲桿,以移動滑塊帶動鋸輪來實現帶鋸條的張緊,使帶鋸條和鋸輪輪緣之間形成一定的壓力,產生足夠的摩擦力來帶動帶鋸條作旋轉運動。
鋸帶導向機構:由導向座、導向桿、導向頭、導向塊、背部合金座及合金片組成,帶鋸條通過導向頭,以達到帶鋸條保持其無扭
1、 曲的原始狀態;背部合金座和合金片與帶鋸條的背部和側面緊緊相貼,將帶鋸條摩擦降低到 限度;導向桿安裝在導向座中,可上下滑移,以適應切削不同厚度的胚件時,達到上、下導向頭保持短的距離,使柔性的帶鋸條即增強了剛性,又得到了恰當的柔度,以延長帶鋸條的使用壽命。
茂名雙側鋼筋套絲生產線貨源充足