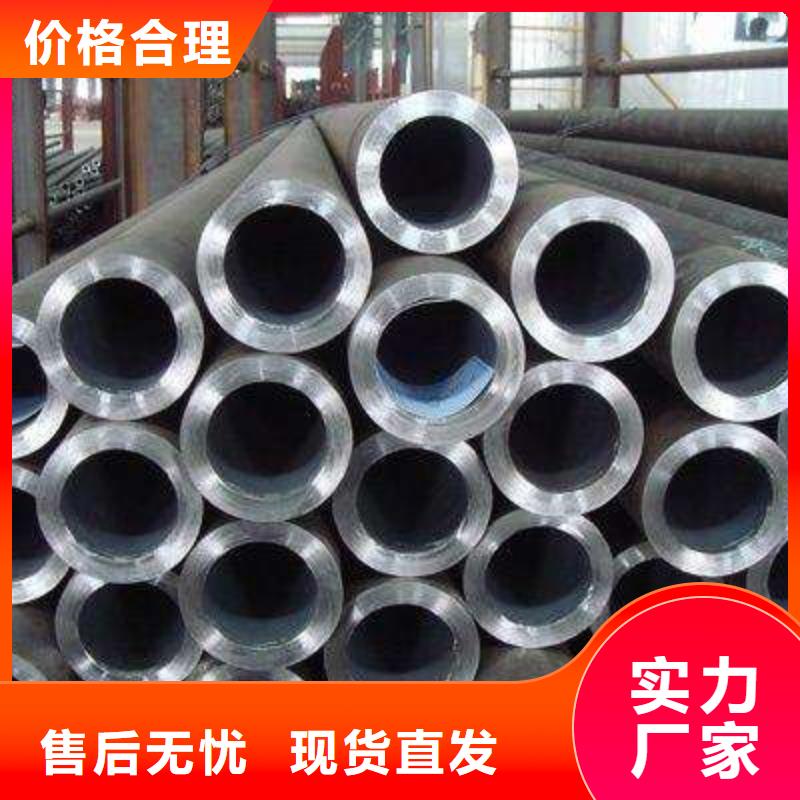
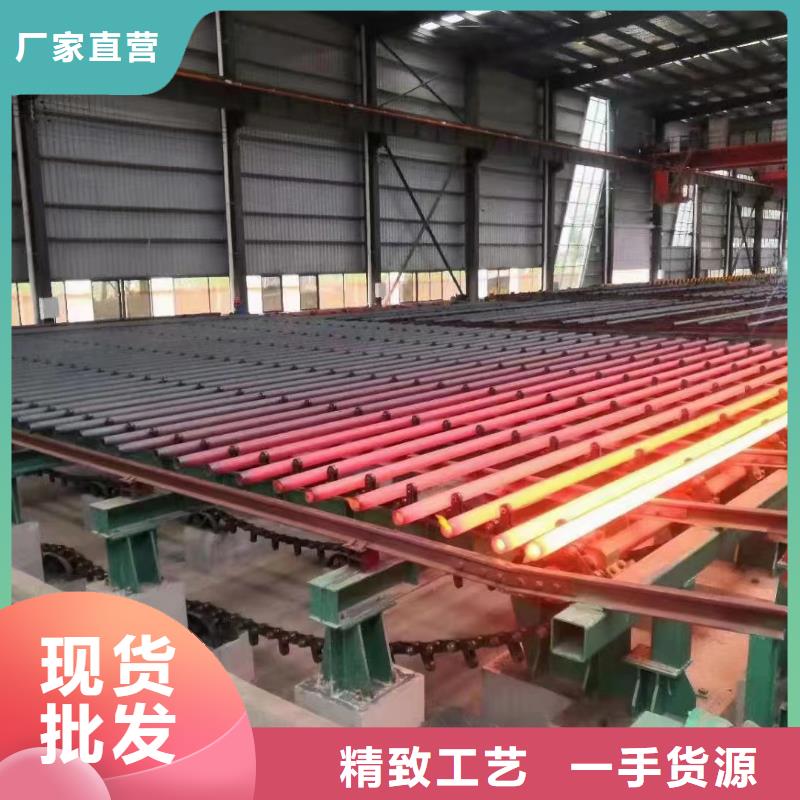
增壓器油管/冷拔管
更新時間:2025-01-16 23:29:25 瀏覽次數(shù):8
以下是:增壓器油管/冷拔管的產(chǎn)品參數(shù)
| 產(chǎn)品參數(shù) |
|---|
| 產(chǎn)品價格 | 電議 |
|---|
| 發(fā)貨期限 | 3 |
|---|
| 供貨總量 | 電議 |
|---|
| 運費說明 | 電議 |
|---|
| 質(zhì)量等級 | 一級 |
|---|
| 品牌 | 鑫中冶 |
|---|
| 是否可加工定制 | 是 |
|---|
| 計重方式 | 過磅 |
|---|
| 規(guī)格 | 齊全 |
|---|
| 材質(zhì) | 碳鋼 合金鋼 |
|---|
以下是:增壓器油管/冷拔管的圖文視頻
導讀 增壓器油管/冷拔管,金海金屬材料有限公司為您提供增壓器油管/冷拔管,聯(lián)系人:季經(jīng)理,電話:13153807804、13734465888,QQ:597671230,請聯(lián)系金海金屬材料有限公司,發(fā)貨地:聊城開發(fā)區(qū)蔣管屯鎮(zhèn)杜丹江路東首100號發(fā)貨到廣西省 桂林市 秀峰區(qū)、疊彩區(qū)、七星區(qū)、雁山區(qū)、陽朔縣、臨桂區(qū)、靈川縣、全州縣、永福縣、灌陽縣、資源縣、平樂縣、荔浦市。 廣西壯族自治區(qū),桂林市 “桂林”之名,始于秦代,秦始皇置桂林、象、南海三郡,桂林郡因當?shù)厥a(chǎn)玉桂而成名,這是“桂林”名稱的早起源。桂林市是世界風景游覽城市、萬年智慧圣地、全國重要高新技術產(chǎn)業(yè)基地,中國老工業(yè)基地,是Ⅱ型大城市、三線城市,國務院批復確定的中國對外開放國際旅游城市、全國旅游創(chuàng)新發(fā)展先行區(qū)和國際旅游綜合交通樞紐,是泛珠江三角洲經(jīng)濟區(qū)與東盟自由貿(mào)易區(qū)戰(zhàn)略交匯的重要節(jié)點城市,衛(wèi)生城市,全國文明城市,第二批海綿城市建設示范城市,是以新型工業(yè)為主的國際旅游勝地。是首批歷史文化名城,秦始皇統(tǒng)一嶺南后屬桂林郡。桂林是廣西重要高校集聚區(qū),擁有廣西師范大學、桂林電子科技大學、桂林理工大學、桂林醫(yī)學院、陸軍特種作戰(zhàn)學院等16所高校。

<桂林>金海金屬材料有限公司長期致力于桂林精軋管的研究、開發(fā)、生產(chǎn)工作,積累了豐富的桂林精軋管開發(fā)及生產(chǎn)經(jīng)驗,深受市場寵愛,是購買桂林精軋管的理想選擇。
<桂林>金海金屬材料有限公司,桂林精軋管行業(yè)質(zhì)量口碑相傳,竭誠為您提供高質(zhì)的桂林精軋管產(chǎn)品的服務! 歡迎您成為我們的合作伙伴!



無縫鋼管的焊接加工工藝:焊接前加溫,焊后熱處理、淬火
1、加熱
無縫鋼管電弧焊接前,關鍵對無縫鋼管開展加溫,操縱溫度三十分鐘后逐漸焊接。
電弧焊接的加溫和虛似束溫淬火解決由控溫解決的溫控柜積極實際操作。選用遠紅外線追蹤熱處理設備板。智能型積極設定趨勢圖并紀錄趨勢圖,傳熱系數(shù)測量溫度。加溫時傳熱系數(shù)測量點間距焊接邊沿15mm-20毫米。
2、焊接方式
1.為了更好地避免 無縫鋼管的焊接形變,每一個柱連接頭由兩人對稱性焊接,焊接方位從正中間向兩側(cè)。焊接內(nèi)對外開放(內(nèi)對外開放時焊接貼近梁)操作過程從——層無縫鋼管第三層無縫鋼管道務必開展小規(guī)格型號由于其電弧焊接嚴重危害焊接形變的關鍵緣故。電弧焊接一至三層后,應開展反刨。碳弧氣刨運用后,必須對焊接工業(yè)設備開展打磨拋光,對焊接表層開展?jié)B氮整理,表明金屬光澤,避免 表層炭化造成裂痕。外孔焊接一次,其他內(nèi)螺紋焊接一次。
2.電弧焊接=雙層無縫鋼管時,焊接方位應與層無縫鋼管反過來,以此類推。各層對接焊縫間距15-20毫米。
3.應維持幾臺悍機的焊接電流量、焊接速率和重合疊加層數(shù)。
4.在電弧焊接中,務必從引弧板逐漸焊接,并在引弧板上完畢焊接。電弧焊接后斷開、打磨拋光、清理。
3、經(jīng)熱處理后
焊接電弧焊接后,應在12小時內(nèi)開展淬火解決。如不可以馬上對無縫鋼管開展熱處理熱處理解決,應征求隔熱保溫緩和冷的提議。當開展淬火解決時,應測量2個傳熱系數(shù)的溫度,并在焊接兩邊焊接傳熱系數(shù)。


總結(jié) 增壓器油管/冷拔管_金海金屬材料有限公司,固定電話:13734465888,移動電話:13153807804,聯(lián)系人:季經(jīng)理,QQ:597671230,開發(fā)區(qū)蔣管屯鎮(zhèn)杜丹江路東首100號 發(fā)貨到 廣西省桂林市。