

通遼冷拔扁條5*30冷拔扁鐵扁鋼真正的廠家貨源

 1.熱軋用連鑄板坯或初軋板坯作原料,經步進式加熱爐加熱,高壓水除鱗后進入粗軋機,粗軋料經切頭、尾、再進入精軋機,實施計算機 控制軋制,終軋后即經過層流冷卻(計算機控制冷卻速率)和卷取機卷取、成為直發卷。直發卷的頭、尾往往呈舌狀及魚尾狀,厚度、 寬度精度較差,邊部常存在浪形、折邊、塔形等缺陷。其卷重較重、鋼卷內徑為760mm。(一般制管行業喜歡使用。)將直發卷經切頭、 切尾、切邊及多道次的矯直、平整等精整線處理后,再切板或重卷,即成為:熱軋鋼板、平整熱軋鋼卷、縱切帶等產品。熱軋精整卷若經酸洗去除氧化皮并涂油后即成熱軋酸洗板卷。2. 冷軋用熱軋鋼卷為原料,經酸洗去除氧化皮后進行冷連軋,其成品為軋硬卷,由于連續冷變形引起的冷作硬化使軋硬卷的強度、硬度上升、韌塑指標下降,沖壓性能惡化,只能用于簡單變形的零件。軋硬卷可作為熱鍍鋅廠的原料,因為熱鍍鋅機組均設置有退火線。軋硬卷重一般在6~13.5噸,鋼卷內徑為610mm。一般冷連軋板、卷均應經過連續退火(CAPL機組)或罩式爐進行去退火處理,冷作硬化及軋制應力,達到標準規定的力學性能指標。冷軋鋼板的表面質量、外觀、尺寸精度均優于熱軋板。山東鑫澤金屬制品有限公司生產冷拔扁鋼方鋼圓鋼六角鋼異型鋼等。歡迎新老客戶訂購。
1.熱軋用連鑄板坯或初軋板坯作原料,經步進式加熱爐加熱,高壓水除鱗后進入粗軋機,粗軋料經切頭、尾、再進入精軋機,實施計算機 控制軋制,終軋后即經過層流冷卻(計算機控制冷卻速率)和卷取機卷取、成為直發卷。直發卷的頭、尾往往呈舌狀及魚尾狀,厚度、 寬度精度較差,邊部常存在浪形、折邊、塔形等缺陷。其卷重較重、鋼卷內徑為760mm。(一般制管行業喜歡使用。)將直發卷經切頭、 切尾、切邊及多道次的矯直、平整等精整線處理后,再切板或重卷,即成為:熱軋鋼板、平整熱軋鋼卷、縱切帶等產品。熱軋精整卷若經酸洗去除氧化皮并涂油后即成熱軋酸洗板卷。2. 冷軋用熱軋鋼卷為原料,經酸洗去除氧化皮后進行冷連軋,其成品為軋硬卷,由于連續冷變形引起的冷作硬化使軋硬卷的強度、硬度上升、韌塑指標下降,沖壓性能惡化,只能用于簡單變形的零件。軋硬卷可作為熱鍍鋅廠的原料,因為熱鍍鋅機組均設置有退火線。軋硬卷重一般在6~13.5噸,鋼卷內徑為610mm。一般冷連軋板、卷均應經過連續退火(CAPL機組)或罩式爐進行去退火處理,冷作硬化及軋制應力,達到標準規定的力學性能指標。冷軋鋼板的表面質量、外觀、尺寸精度均優于熱軋板。山東鑫澤金屬制品有限公司生產冷拔扁鋼方鋼圓鋼六角鋼異型鋼等。歡迎新老客戶訂購。
 鑫澤金屬制品有限公司
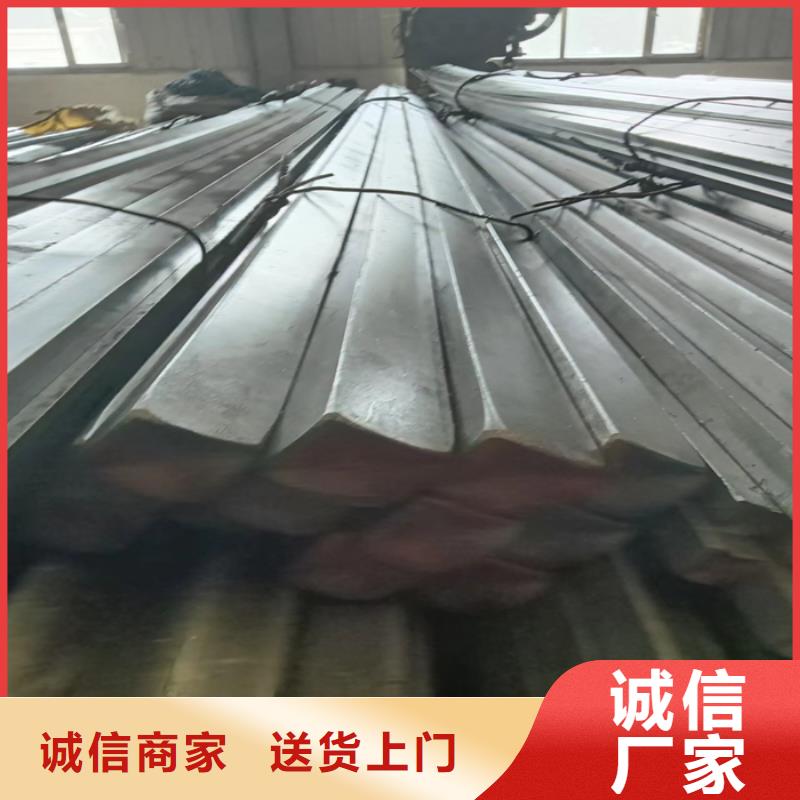
冷拔扁鋼是成品鋼材,它是型鋼的一種。由于截面是長方形,屬于簡單斷面型鋼。冷軋扁鋼生產工是用扁鋼精整機是將冷態扁鋼毛壞用兩組上下交錯布置的校平輪對厚度方向進行預校平和校平;用一對相對布置的精整輪對其寬度方向進行擠壓,使寬度被壓縮而達到預期的參數,其壓縮量可調。整個的制作過程需要兩次冷軋過程制作完成。1.開始冷軋取一鋼筋對其施加拉應力冷軋,鋼筋會發生變形。隨著拉應力增加,鋼筋內部承受的拉應力逐漸增大。當鋼筋內部產生的拉應力超過鋼筋具有的屈服點A,而達到C后,停止冷軋,卸去荷載。此時可以看到,鋼筋已產生塑性變形,在卸荷過程中,應力——應變圖有一個變化,直線O1C比直線OA要緩。2.第二次冷軋重新施加拉應力,將鋼筋拉伸到破壞,應力——應變圖出現新的變化,新的屈服點在C點附近,明顯高于原來的屈服點A。這個變化說明,鋼筋的塑性發生了變化,塑性小了,硬度大了,鋼筋的強度得到提高,這一現象叫“變形硬化”。經過以上兩次過程冷軋鋼筋制作完成。
鑫澤金屬制品有限公司
冷拔扁鋼是成品鋼材,它是型鋼的一種。由于截面是長方形,屬于簡單斷面型鋼。冷軋扁鋼生產工是用扁鋼精整機是將冷態扁鋼毛壞用兩組上下交錯布置的校平輪對厚度方向進行預校平和校平;用一對相對布置的精整輪對其寬度方向進行擠壓,使寬度被壓縮而達到預期的參數,其壓縮量可調。整個的制作過程需要兩次冷軋過程制作完成。1.開始冷軋取一鋼筋對其施加拉應力冷軋,鋼筋會發生變形。隨著拉應力增加,鋼筋內部承受的拉應力逐漸增大。當鋼筋內部產生的拉應力超過鋼筋具有的屈服點A,而達到C后,停止冷軋,卸去荷載。此時可以看到,鋼筋已產生塑性變形,在卸荷過程中,應力——應變圖有一個變化,直線O1C比直線OA要緩。2.第二次冷軋重新施加拉應力,將鋼筋拉伸到破壞,應力——應變圖出現新的變化,新的屈服點在C點附近,明顯高于原來的屈服點A。這個變化說明,鋼筋的塑性發生了變化,塑性小了,硬度大了,鋼筋的強度得到提高,這一現象叫“變形硬化”。經過以上兩次過程冷軋鋼筋制作完成。

