




安徽數控鋼筋剪切生產線支持定制 <安徽>建貿機械有限公司
帶鋸床修補有許多不正確的當地,產生了許多修補誤區,增加了許多的修補本錢。修補是康復帶鋸床技能功能,掃除毛病及毛病隱患,延長鋸床運用壽數的有用手法。當時國內帶鋸床在修補中還存在著許多技能問題。這些問題的存在,導致帶鋸床修補質量不高。
帶鋸床在運用進程中不免會呈現電動機過熱的景象,這對電動機的絕緣是很晦氣的。會加快絕緣資料的老化,縮短電動機運用壽命,而且還也許因絕緣體損壞導致各種事端。因此,對帶鋸床電動機過熱毛病的查看、查看和防護,是非常首要的。
一、電壓超越或低于鋸床電動機額定電壓答應值,在額定負載下簡略發熱,溫升增高,三相電源電壓相間不平衡,使電動機額定發熱,呈現這種發熱狀況的處理方法即是調整電壓。
二、起動過于頻頻,應削減起動次數。
三、電動機外部接線有錯,應查看糾正。
四、立式帶鋸床切開資料所需力大,配備電動機的功率小些,負載過大。應減輕負載或換用大功率的電動機。機床有機械毛病而導致過載,應查看設備,掃除毛病。
五、環境溫度太高,應改進通風、冷卻條件或替換耐熱等級更高的電動機。

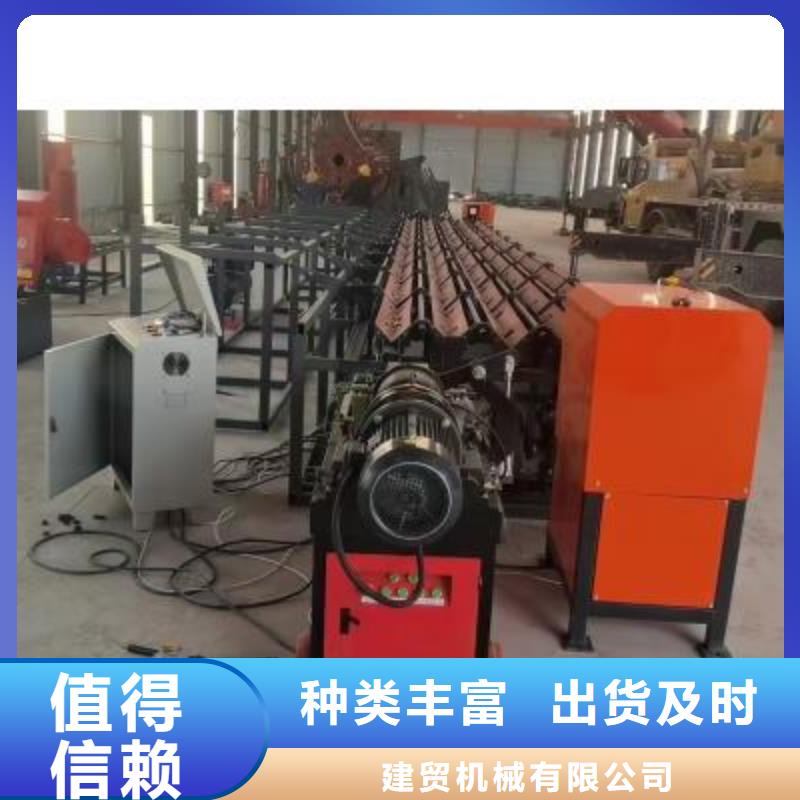
4、鋸切生產線主機生產效率高,可對原料鋼筋的兩端自動定尺齊頭,鋸切主機采用雙立柱設計,升降平穩,鋸切穩定;鋼筋壓緊采用液壓油缸兩側壓料,壓力大,鋸切過程中,鋼筋不會轉動,減少對鋸條的損傷,鋼筋切頭均勻。5、一級套絲輥道輸送平臺采用鏈條式傳動,可對齊頭后的鋼筋臨時儲料,實現加工作業的流水線作業,減少設備的二次搬運,提高生產效率。6、輥道采用V型輪輸送無需人工輔助,保證鋼筋自動輸送至套絲機,套絲完成后自動翻至下一個工序;V型采用耐磨材料。 7、加強型套絲機,使用壽命長,可實現鋼筋的自動夾緊、自動剝肋套絲,降低工人勞動強度,提高生產效率。8、可根據鋼筋一端套絲或是兩端套絲自動選擇套絲流程,也可以根據客戶要求(墩粗套絲)用來實現率的生產流程。

安徽數控鋼筋鋸切套絲生產線特點:1.送料輥道采用PLC控制,移動式輥道加固定擋板定尺,精度高。2.螺紋鋼專用金屬帶鋸床,具有切削效率高、節能省料、操作簡單等特點。3.本產品原料存儲架采用大噸位存儲,并可與棒材自動上料機配合使用,實現上一個循環尚未結束時即可 進行下一步配料,以節省喂料周期。4.全自動送料輥道,避免原料的二次搬運,鋼筋的輸送、翻轉、傳遞等全部由機械完成,大幅度提高了效率。5.鋼筋輸送滾采用V 型耐磨輥進行,具有耐磨、減噪音、壽命長等特點。6.剝肋、滾絲主機頭實現了氣缸夾緊、送進功效,提高了剝肋、滾絲效率。

鋸條傳動安裝在蝸輪箱上的電動機通過皮帶輪,三角膠帶驅動蝸輪箱內的蝸桿和蝸輪,帶動主動輪,再驅動繞在主動被動輪緣上的鋸條進行切削回轉運動。
鋸條進給運動由升降油缸和調速閥組成的液壓循環系統,控制鋸梁下降速度從而控制鋸條的進給(無級調速)運動。鋸刷在鋸條出屑的地方,并隨著鋸條走鋸的方向,并由冷卻泵供冷卻液清洗,鋸齒上的切屑。
冷卻液在底座的右側冷卻切削液箱里,由水泵直接驅動供冷卻液。按緊停(停止)按鈕,順時針方向,油泵電機工作,齒輪泵工作,油液經過濾網管路,調節溢流閥使系統工作壓力達要求。反之按鈕向內壓,所有電機停止工作。工件按鉗緊按鈕,電磁閥工作