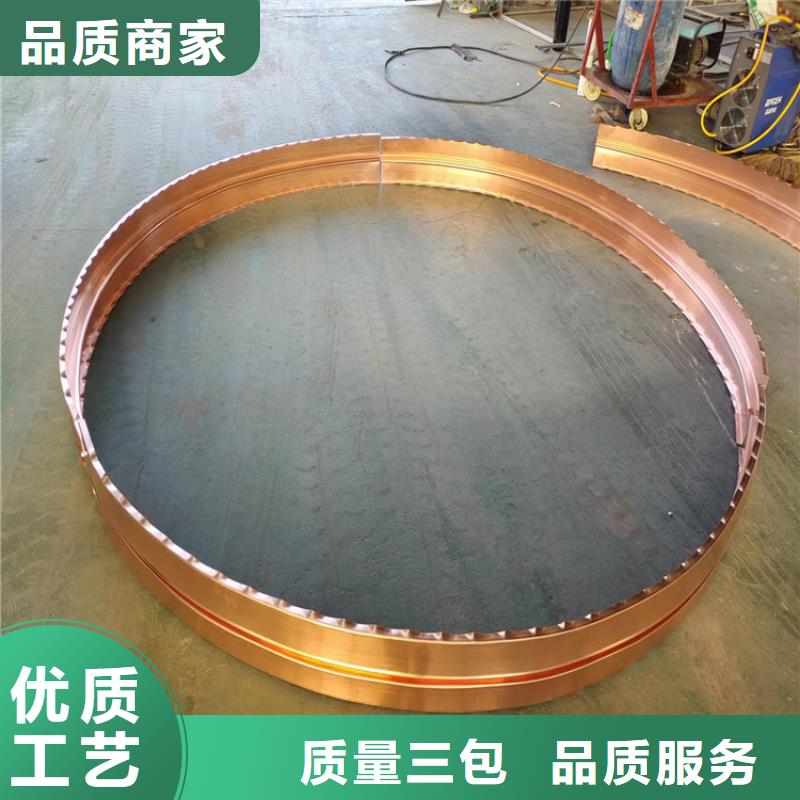


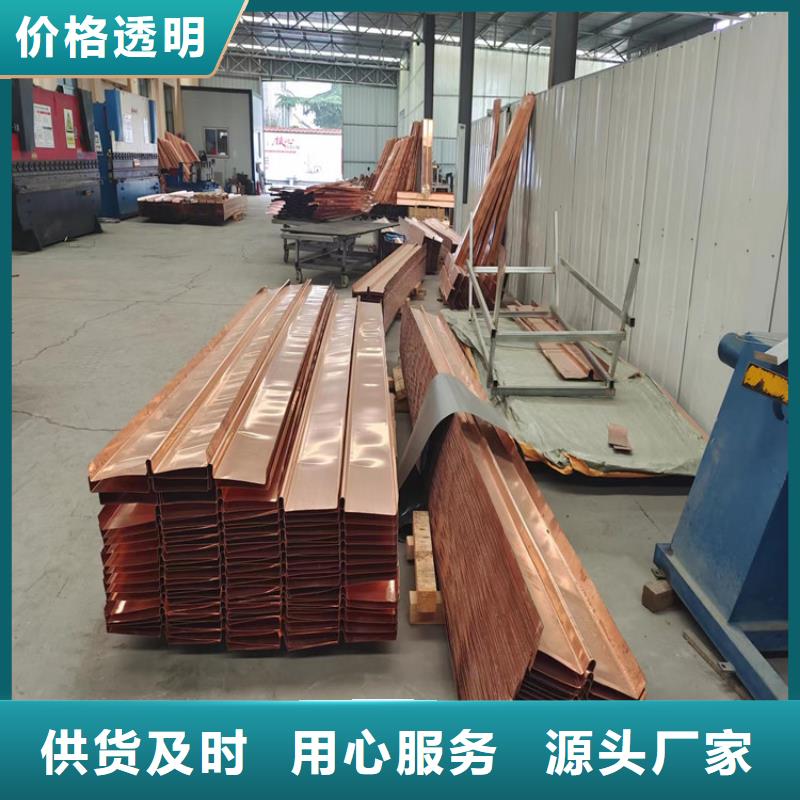
崇左止水銅片工程材料有限公司主要經營:pe打孔滲水波紋管、土工布 、土工膜 、復合土工膜、DN110雙壁波紋管、塑料盲溝 、軟式透水管、聚丙烯纖維、鋼纖維、聚酯纖維、聚丙烯腈纖維、瀝青杉板、止水帶、HDPE單壁雙壁打孔纏布波紋管、止水銅片、hdpe打孔波紋管、防水卷材等。 經過多年潛心經營,公司產品覆蓋了國內近三十個省市、自治區,產品各項技術性能指標均符合且高于標準要求,達到國內水平。止水銅片 、崇左起焊時由于剛開始焊,止水銅板焊件溫度較低或接近環境溫度。 為便于形成熔池,并利于對焊件進行預熱,焊嘴傾角應大些,同時在起焊處應使火焰往復移動,保證在焊接處加熱均勻。如果兩焊件的厚度不相等,火焰應稍微偏向厚件,以使焊縫兩側溫度基本相同,熔化一致,熔池剛好在焊縫處。當起點處形成白亮而清晰的熔池時,即可填入焊絲,并向前移動焊炬進行正常焊接。在施焊時應正確掌握火焰的噴射方向,使得焊縫兩側的溫度始終保持一致,以免熔池不在焊縫正中而偏向溫度較高的一側,凝固后使焊縫成形歪斜。焊接火焰內層焰芯的 要距離熔池表面3~5mm,自始至終保持熔池的大小、崇左形狀不變。 起焊點的選擇,一般在平焊對接接頭的焊縫時,從對縫一端30mm處施焊,目的是使焊縫處于板內,傳熱面積大,當母材金屬熔化時,周圍溫度已升高,從而在冷凝時不易出現裂紋。管子焊接時起焊點應在兩定位焊點中間。 第二、崇左焊接過程中焊嘴和焊絲的運動為了控制熔池的熱量,獲得高質量的焊縫,焊嘴和焊條應作均勻協調的擺動。 焊嘴和焊條的運動包括三種動作: a.沿焊縫的縱向移動,不斷地熔化工件和焊條,形成焊縫。 b.焊嘴沿焊縫作橫向擺動,充分加熱焊件,使液體金屬攪拌均勻,得到致密性好的焊縫。 c.焊條在垂直焊縫的方向送進,并作上下移動,調節熔池的熱量和焊條的填充量。



