Q235B鍍鋅鋼管公司
更新時間:2025-01-03 02:15:50 瀏覽次數(shù):6
以下是:Q235B鍍鋅鋼管公司的產(chǎn)品參數(shù)
| 產(chǎn)品參數(shù) |
|---|
| 產(chǎn)品價格 | 電議 |
|---|
| 發(fā)貨期限 | 電議 |
|---|
| 供貨總量 | 100000噸 |
|---|
| 運費說明 | 電議 |
|---|
| 最小起訂 | 0 |
|---|
| 質(zhì)量等級 | 一級 |
|---|
| 是否廠家 | 是 |
|---|
| 產(chǎn)品材質(zhì) | Q235 Q345等 |
|---|
| 產(chǎn)品品牌 | 鵬鑫 |
|---|
| 產(chǎn)品規(guī)格 | 齊全 |
|---|
| 發(fā)貨城市 | 山東聊城 |
|---|
| 產(chǎn)品產(chǎn)地 | 山東聊城 |
|---|
| 加工定制 | 是 |
|---|
| 產(chǎn)品型號 | 齊全 |
|---|
| 可售賣地 | 齊全 |
|---|
| 產(chǎn)品顏色 | 銀色 |
|---|
| 外形尺寸 | 標準 |
|---|
| 適用領(lǐng)域 | 建筑工程等 |
|---|
| 是否進口 | 否 |
|---|
以下是:Q235B鍍鋅鋼管公司的圖文視頻
導(dǎo)讀 Q235B鍍鋅鋼管公司,鵬鑫鋼鐵有限公司為您提供Q235B鍍鋅鋼管公司的資訊,聯(lián)系人:李經(jīng)理,電話:15106358106、15106358106,QQ:595117986,發(fā)貨地:聊城山東聊城經(jīng)濟開發(fā)區(qū)武夷山路發(fā)貨到湖北省 武漢市、宜昌市、黃石市、襄陽市、荊州市、十堰市、荊門市、鄂州市、孝感市、咸寧市、隨州市、恩施市、黃岡市。 湖北省 湖北省地勢大致為東、西、北三面環(huán)山,中間低平,略呈向南敞開的不完整盆地。在全省總面積中,山地占56%,丘陵占24%,平原湖區(qū)占20%,屬長江水系。湖北省地處亞熱帶,全省除高山地區(qū)屬高山氣候外,大部分地區(qū)屬亞熱帶季風(fēng)性濕潤氣候。湖北歷史代表文化為“荊楚文化”。



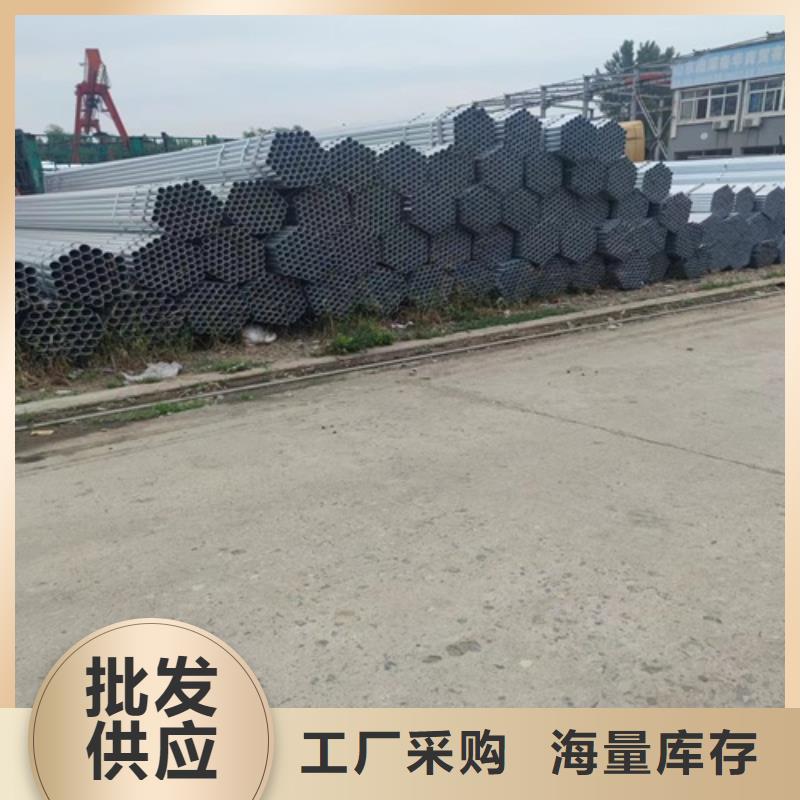
湖北鍍鋅鋼管的應(yīng)用小技巧 湖北鍍鋅管,又稱鍍鋅鋼管,分為熱浸鍍鋅和磷化處理,熱浸鍍鋅熱鍍鋅層厚,具有鍍層均勻、附著力強、使用壽命長等優(yōu)點。磷化時間處理技術(shù)低成本,表層文化并不是很光潔,其自身的耐蝕性定壓比熱鍍鋅管差許多。 焊接技巧:焊接時,盡量使鋅層熔化和氣化,蒸發(fā)和逃逸焊接,可大大減少鋅液在焊接中的殘留。 電焊焊接鍍鋅管的那時候常有什么小竅門 鍍鋅鋼管電焊焊接特性剖析 湖北鍍鋅鋼管一般在高碳鋼外鍍一層鋅,熱浸鍍鋅層一般厚20um。鋅的熔點約為419 ° C和908 ° C。在電焊進行焊接中,鋅熔化成液體浮在溶池表層信息或在不同焊接根處部位。鋅在鐵中具有很強的固溶性,液態(tài)鋅會沿晶界深度腐蝕焊接金屬材料,低熔點鋅會產(chǎn)生“液態(tài)金屬材料的脆性裂紋”。 鋅與鐵可產(chǎn)生影響金屬結(jié)構(gòu)材料間延性化學(xué)研究物質(zhì),這種延性相使焊接金屬進行材料具有塑性變形可以減少,在拉地應(yīng)力功效下而造成裂痕。 如果角焊縫通過電焊焊接,則T型接頭中角焊縫很容易產(chǎn)生穿透裂紋。鍍鋅鋼管電焊進行焊接時,焊縫金屬表層及邊沿處的鋅層,在電孤熱功效下,造成環(huán)境空氣通過氧化、熔融、揮發(fā)以致?lián)]傳出乳白色粉塵和蒸氣,非常簡單容易發(fā)展造成影響焊接出氣孔。


總結(jié) Q235B鍍鋅鋼管公司,鵬鑫鋼鐵有限公司為您提供Q235B鍍鋅鋼管公司產(chǎn)品案例,聯(lián)系人:李經(jīng)理,電話:15106358106、15106358106,QQ:595117986,發(fā)貨地:山東聊城經(jīng)濟開發(fā)區(qū)武夷山路。