

產品詳細介紹
張掖工字鋼拉彎選購經驗
 彎管機增產效率分析
彎管機標準模彎管機模具分為彎管機上模和下模,用于板料沖壓成形和分離的模具。成形用的模具有型腔,分離用的模具有刃口。
塑料粉碎機對整個塑料行業的發展有著舉足輕重的作用,我們可以設想下,如果沒有這些塑料粉碎機,我們的塑料產品回收就存在很大的障礙。很多大型的塑料產品在報廢以后就不能夠進行回收利用。本來當時制造的時候加工和使用的材料都是比較多的,后來報廢以后的浪費更大,造成的環境污染也更大。但是如果使用了塑料粉碎機的話,通過彎管機模具的粉碎處理,可以獲得與原來的塑料產品同樣多的原材料,這樣也等于增加了原材料和節約了成本。所以我們說到的增加效益,不僅是在生產線的制造過程中增加效益,其實在原材料上面增加的效益也是一個可觀的數字。
彎管機模具是彎管機用來成型加工板料的工具,這種工具有各種零件構成,不同的模具由不同的零件構成。它主要通過所成型材料物理狀態的改變來實現物品外形的加工。用以在彎管機壓力的作用下使坯料成為有特定形狀和尺寸的制件的工具。
彎管機增產效率分析
彎管機標準模彎管機模具分為彎管機上模和下模,用于板料沖壓成形和分離的模具。成形用的模具有型腔,分離用的模具有刃口。
塑料粉碎機對整個塑料行業的發展有著舉足輕重的作用,我們可以設想下,如果沒有這些塑料粉碎機,我們的塑料產品回收就存在很大的障礙。很多大型的塑料產品在報廢以后就不能夠進行回收利用。本來當時制造的時候加工和使用的材料都是比較多的,后來報廢以后的浪費更大,造成的環境污染也更大。但是如果使用了塑料粉碎機的話,通過彎管機模具的粉碎處理,可以獲得與原來的塑料產品同樣多的原材料,這樣也等于增加了原材料和節約了成本。所以我們說到的增加效益,不僅是在生產線的制造過程中增加效益,其實在原材料上面增加的效益也是一個可觀的數字。
彎管機模具是彎管機用來成型加工板料的工具,這種工具有各種零件構成,不同的模具由不同的零件構成。它主要通過所成型材料物理狀態的改變來實現物品外形的加工。用以在彎管機壓力的作用下使坯料成為有特定形狀和尺寸的制件的工具。
 航蕭管件
航蕭管件
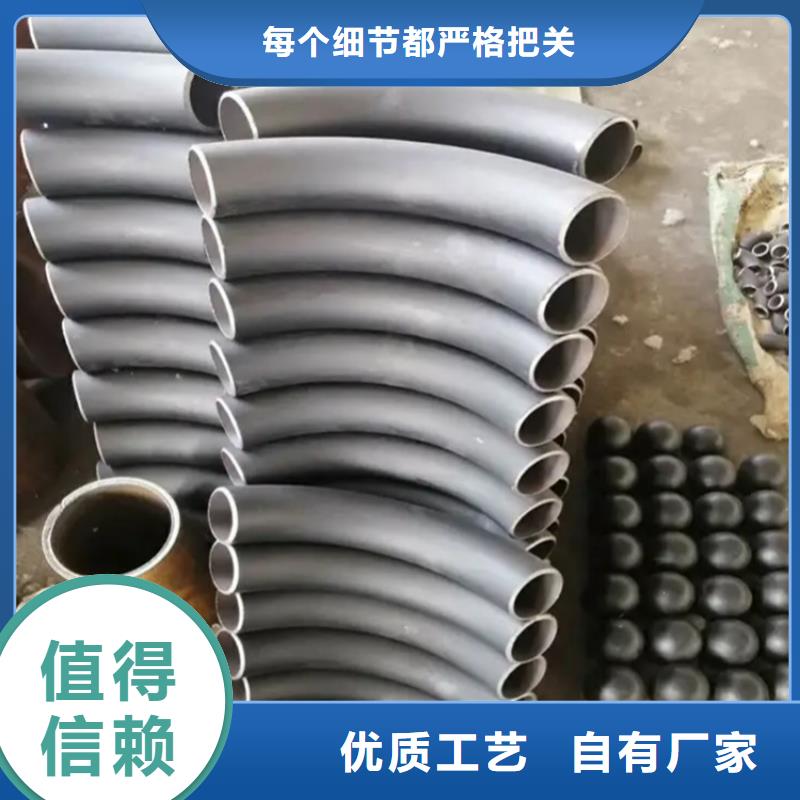
 彎管(bend)是采用成套彎曲設備進行彎曲的,分為冷煨與熱推兩種工藝。無論是哪一種機器設備及管道,大部分都用到彎管,主要用以輸油、輸氣、輸液,工程橋梁建設等。使用方法:
引起彎管質量下降的主要原因分析及注意方法:
1、純彎曲時,管子在外力距M作用下其中性層外側臂壁受拉應力&1作用而減薄內側受壓應力。作用而增厚,合力N1和N2使管子橫截面發生變化。基于這一因素,引起彎管質量下降主要原因為RX與SX所以,GBJ235—82中,對各種壓力等級情況下的RX值以及外側的減薄量均做了明確規定,目的是為了控制RX與SX的值,從而確保質量。
2、前條已講過,彎管時材料外側受拉,內側受壓中性軸所在位置則與彎管方法而不同,在頂彎式(壓縮彎曲)工作時中性軸處于離外壁約1/3處,在旋彎(回彎式)工作時,中性軸處于離外壁2/3處。因此薄壁管道彎曲,使用旋彎法是有益的。
3、彎胎的精度也是影響彎管質量的因素之一。我們在彎胎制造時,除規格尺寸要求控制在一定公差范圍時,同時也要求用戶在使用時根據彎制管徑選擇相應的彎胎。
4、管材本身的可彎曲性能與表面腐蝕情況,亦可能影響到彎管質量。現場施工時,操作者亦需了解被加工管道的材料,加工性能和對表面腐蝕情況作出產判斷。
彎管(bend)是采用成套彎曲設備進行彎曲的,分為冷煨與熱推兩種工藝。無論是哪一種機器設備及管道,大部分都用到彎管,主要用以輸油、輸氣、輸液,工程橋梁建設等。使用方法:
引起彎管質量下降的主要原因分析及注意方法:
1、純彎曲時,管子在外力距M作用下其中性層外側臂壁受拉應力&1作用而減薄內側受壓應力。作用而增厚,合力N1和N2使管子橫截面發生變化。基于這一因素,引起彎管質量下降主要原因為RX與SX所以,GBJ235—82中,對各種壓力等級情況下的RX值以及外側的減薄量均做了明確規定,目的是為了控制RX與SX的值,從而確保質量。
2、前條已講過,彎管時材料外側受拉,內側受壓中性軸所在位置則與彎管方法而不同,在頂彎式(壓縮彎曲)工作時中性軸處于離外壁約1/3處,在旋彎(回彎式)工作時,中性軸處于離外壁2/3處。因此薄壁管道彎曲,使用旋彎法是有益的。
3、彎胎的精度也是影響彎管質量的因素之一。我們在彎胎制造時,除規格尺寸要求控制在一定公差范圍時,同時也要求用戶在使用時根據彎制管徑選擇相應的彎胎。
4、管材本身的可彎曲性能與表面腐蝕情況,亦可能影響到彎管質量。現場施工時,操作者亦需了解被加工管道的材料,加工性能和對表面腐蝕情況作出產判斷。
 航蕭管件
航蕭管件
