
型材拉彎實(shí)時(shí)報(bào)價(jià)")
型材拉彎實(shí)時(shí)報(bào)價(jià)")
型材拉彎中的損耗計(jì)算公式為:b=Q/G×100式中b為成材率,%;Q為合格產(chǎn)品分量,噸;G為投入質(zhì)料分量,噸。成材率與金屬耗費(fèi)系數(shù)K成倒數(shù)的聯(lián)系。b=(G-W)/G×100=1/K. 式中W為出產(chǎn)過(guò)程中形成的金屬損耗量,噸。可見(jiàn)影響成材率的主要因素是出產(chǎn)過(guò)程中產(chǎn)生的各種金屬損耗。因而,提高成材率的途徑主要是減少各種金屬損耗。由于各個(gè)軋鋼車(chē)間用的質(zhì)料和軋制的產(chǎn)品不同,如有的軋鋼車(chē)間以鋼錠為質(zhì)料通過(guò)中心開(kāi)坯,軋制成材;有的車(chē)間以鋼錠為質(zhì)料直接軋制成材;有的車(chē)間以鋼坯為質(zhì)料軋制成材;還有少量車(chē)間則是以鋼材為質(zhì)料加工成各種成品鋼材的,所以用一種成品率計(jì)算方法。難以表示和比較出產(chǎn)過(guò)程中金屬收得情況,難以反映車(chē)間之間在出產(chǎn)技術(shù)水平和管理水平上的差異。因而,在成材率的計(jì)算上就有不同的方法,如錠一材成材率、錠一坯成坯率、外來(lái)坯一材成材率等,各軋鋼車(chē)間要根據(jù)具體情況計(jì)算。型材拉彎實(shí)時(shí)報(bào)價(jià)")
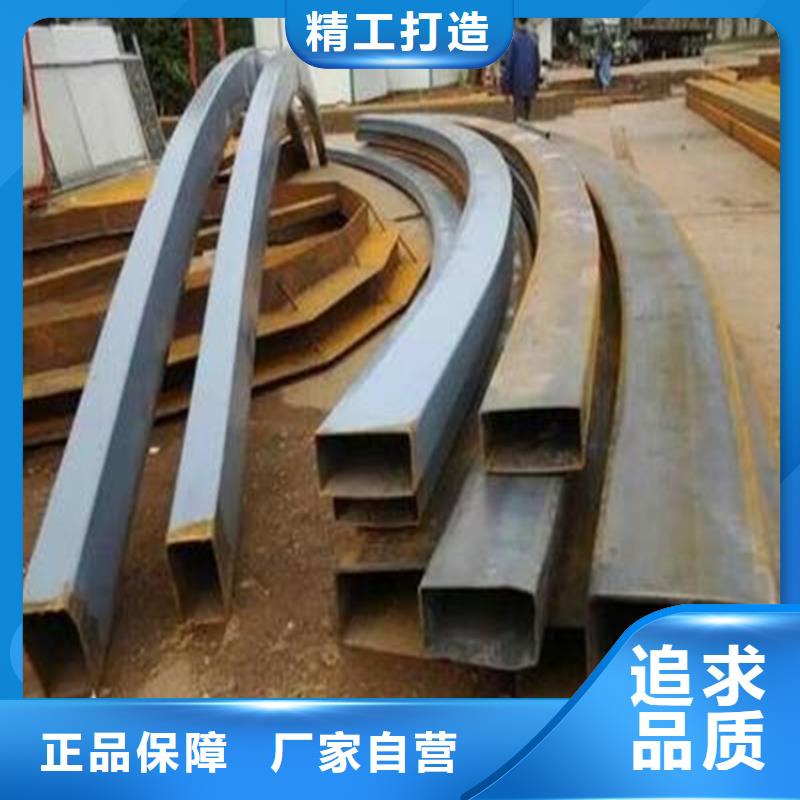
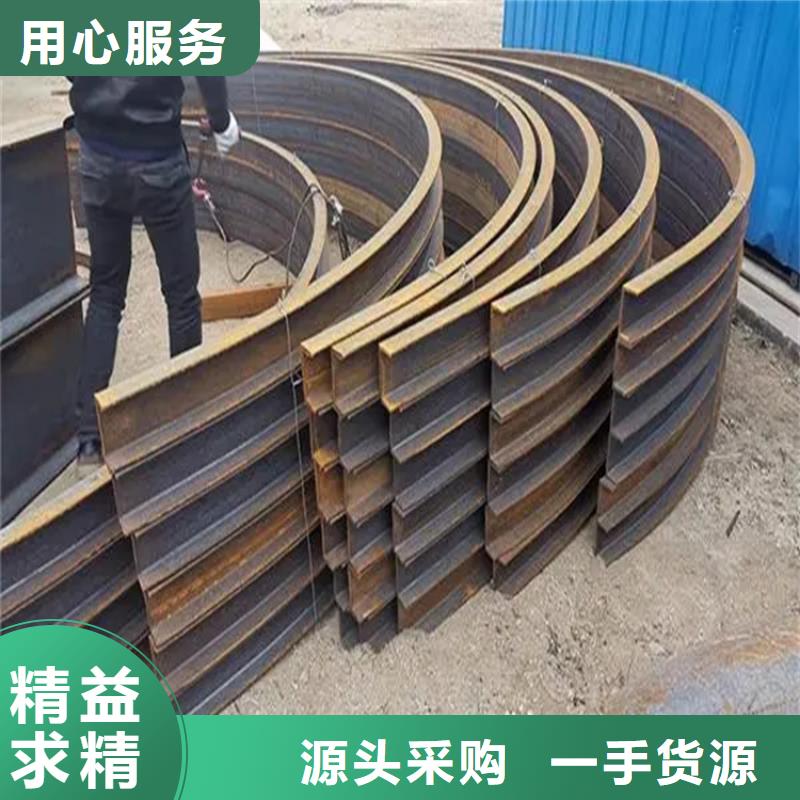
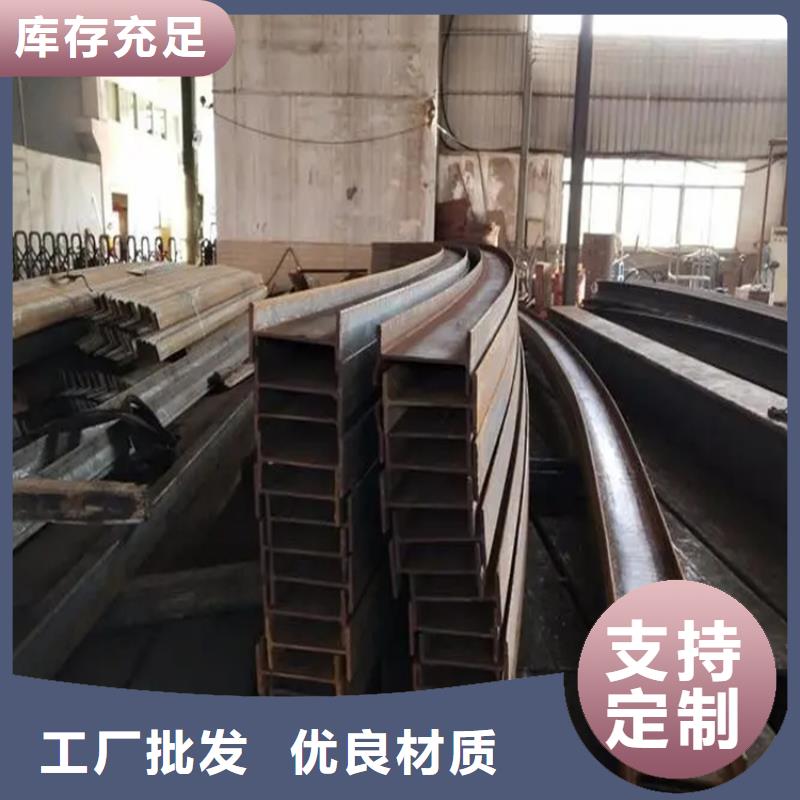
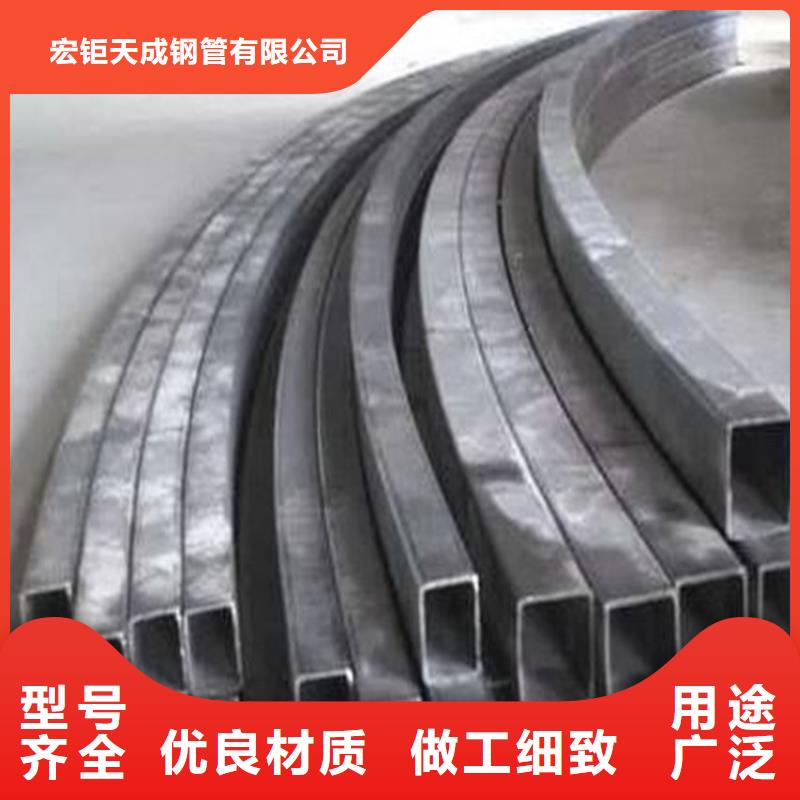
型材拉彎隨著劃片機(jī)數(shù)控拉彎加工技術(shù)的興起,方管彎成弧形成型方法有很多,天津宏宇拉彎彎管有限公司結(jié)合實(shí)際工作情況列舉常規(guī)方管弧形拉彎的兩種方法:種、實(shí)彎實(shí)彎,顧名思義是壓實(shí)了彎折,實(shí)彎時(shí)內(nèi)外輥與管坯內(nèi)外壁雙向壓實(shí)。1)實(shí)彎的優(yōu)點(diǎn)是反彈小,成型準(zhǔn)確,而且只要輥型準(zhǔn)確,內(nèi)角成型的R比較準(zhǔn)確。2)實(shí)彎的缺點(diǎn)是有拉伸/減薄效應(yīng)。,實(shí)彎會(huì)使彎折處產(chǎn)生拉伸,拉伸效應(yīng)使彎折線縱向的長(zhǎng)度縮短; 第二,實(shí)彎彎折處金屬會(huì)因拉伸而變薄。第二種、空彎空彎是通過(guò)外輥與管坯外壁的單向接觸形成彎矩使帶料彎折,空彎會(huì)使彎折線產(chǎn)生壓縮,壓縮效應(yīng)使彎折線縱向伸長(zhǎng),彎折處金屬出現(xiàn)堆積變厚,這就是空彎的壓縮/增厚效應(yīng)。1)空彎的優(yōu)點(diǎn)是可以在無(wú)法進(jìn)行實(shí)彎時(shí)進(jìn)行邊長(zhǎng)的彎折,比如方矩管的上邊/側(cè)邊同步彎折和精整。空彎還可以彎折R<0.2t的內(nèi)角而不致管壁發(fā)生斷裂。2)空彎的缺點(diǎn)是在上邊/側(cè)邊同步空彎時(shí),由于上輥和下輥同時(shí)產(chǎn)生壓力,成型力容易超越臨界點(diǎn),造成邊部失穩(wěn)內(nèi)凹,并且也會(huì)影響到機(jī)組穩(wěn)定運(yùn)行和成型質(zhì)量。這也是方矩管和圓管空彎成型時(shí)不同的特點(diǎn)。型材拉彎實(shí)時(shí)報(bào)價(jià)")
分析一下型材拉彎工藝的重點(diǎn)是什么所有的拉彎廠家以及拉彎型材的顧客都知道,拉彎便是把金屬板材、管材和型材曲折成一定曲率、形狀和尺度的工件的沖壓成形的工藝。到目前為止,拉彎這項(xiàng)技能在各種高壓容器。鍋爐汽包、鍋爐爐管、船體的鋼板及骨肋、各種器皿、儀器儀表構(gòu)件以及箱柜鑲條等的制造中發(fā)揮著重要作用。那拉彎工藝的要害因素是什么呢?型材拉彎廠相關(guān)技能專(zhuān)家經(jīng)過(guò)多年的潛心研究與創(chuàng)新,總結(jié)出挑選合適的加工參數(shù)是拉彎成形工藝的要害要素。確認(rèn)拉彎工藝參數(shù)首先要考慮的便是這兩個(gè)方面。一是拉彎斷裂,一是截面尺度變形量過(guò)大。別的,在收邊拉彎加工中,加工參數(shù)挑選不妥會(huì)在腹板上產(chǎn)生失穩(wěn)起皺的現(xiàn)象,這也是需要考慮的重要因素型材拉彎實(shí)時(shí)報(bào)價(jià)")
型材拉彎拉彎廠應(yīng)廣闊客戶需求,對(duì)天津拉彎?rùn)C(jī)設(shè)備的組成停止細(xì)致解說(shuō)。拉彎?rùn)C(jī)可分為轉(zhuǎn)臺(tái)式拉彎?rùn)C(jī)和雙轉(zhuǎn)臂式拉彎?rùn)C(jī)以及各種專(zhuān)用拉彎?rùn)C(jī)拉彎?rùn)C(jī)設(shè)備的組成:放卷設(shè)備:由放卷機(jī)和小車(chē)組成,放卷直流電機(jī)帶動(dòng)放卷機(jī)放卷,液壓控制小車(chē)的升降,小電機(jī)控制小車(chē)的進(jìn)出。導(dǎo)輥:也叫穩(wěn)定輥,前后各一對(duì),用于穩(wěn)定鋁材程度的作用。S輥:前后各兩對(duì)S輥,分別為入S和出SS輥為膠面,確保鋁帶不受刮傷,前后兩對(duì)S輥?zhàn)陨淼膹埩ε浜鲜站淼膹埩Γ沟娩X帶平直準(zhǔn)確度更好。拉彎?rùn)C(jī)主體:由三個(gè)單元工作輥組成,是對(duì)鋁帶停止彎曲矯直的主要部位。 收卷設(shè)備:由收卷機(jī)和小車(chē)組成,收卷直流電機(jī)帶動(dòng)收卷機(jī)收卷,液壓控制小車(chē)的升降,小電機(jī)控制小車(chē)的進(jìn)出。收卷機(jī)的張力控制造用卷取鋁帶,輔佐S輥張力停止拉彎矯直。液壓站:為小車(chē)升降,卸卷推板進(jìn)出,收卷預(yù)壓力大小提供動(dòng)力。 操作臺(tái):操作臺(tái)上的按鈕旋鈕開(kāi)關(guān),完成主機(jī)手控制機(jī)器作業(yè)。型材拉彎實(shí)時(shí)報(bào)價(jià)")