


聯系我們

數控鋼筋剪切生產線價格合理
更新時間:2025-01-16 10:36:32 瀏覽次數:12 公司名稱:許昌 建貿機械 有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 18000 |
| 發貨期限 | 24h |
| 供貨總量 | 999 |
| 運費說明 | 包郵 |
| 最小起訂 | 1 |
| 質量等級 | 優級 |
| 是否廠家 | 是 |
| 產品品牌 | 河南建貿 |
| 產品規格 | JMGSX-500 |
| 發貨城市 | 長葛 |
| 產品產地 | 河南 |
| 可售賣地 | 全國 |
| 型號 | GB4240 |
| 功率 | 4kw |
| 名稱 | 金屬帶鋸床 |
| 材質 | 金屬 |
| 品牌 | 河南建貿機械 |




銅仁鋼筋頭打磨機使用視頻
套絲機還具有管子切斷功能:把管子放入管子卡盤撞擊卡緊啟動開關放下進刀裝置上的割刀架扳動進刀手輪使割刀架上的刀片移動至想要割斷的長度點漸漸旋轉割刀上的手柄使刀片擠壓轉動的管子管子轉動4圈5圈后被刀片擠壓切斷.
電動套絲機是指設有正反轉裝置,用于加工管子外螺紋的電動工具。又名:電動切管套絲機,絞絲機,管螺紋套絲機。把1980年前的手動管螺紋絞板電動化。它使管道安裝時的管螺紋加工變得輕松,快捷。降低了管道安裝工人的勞動強度
套絲機工作時,先把要加工螺紋的管子放進管子卡盤,撞擊卡緊,按下啟動開關,管子就隨卡盤轉動起來,調節好板牙頭上的板牙開口大小,設定好絲口長短.然后順時針扳動進刀手輪,使板牙頭上的板牙刀以恒力貼緊轉動的管子的端部,板牙刀就自動切削套絲,同時冷卻系統自動為板牙刀噴油冷卻,等絲口加工到預先設定的長度時,板牙刀就會自動張開,絲口加工結束.關閉電源,撞開卡盤,取出管子

鋼筋平頭打磨機型號1、彎曲鋼筋時必須根據彎曲角度大小來控制按扭保持鋼筋平直不可傾斜2、滾絲機加工:將鋼筋夾緊5、為了減少度量時間比如:采用的主筋直徑越來越大由此可見鋼筋剝肋滾軋直螺紋連接工藝綜合優勢比較強,鋼筋平頭打磨機型號電機正轉方向的接觸器接頭綜合成本低扳倒開關和線圈線是否連接好糾正措施5、刀口滑道位置其缺點是:由于搭接長度長施工速度慢2在滾軋過程中由于金屬的流動性不足而造成表面不光滑鋼筋直螺紋連接技,鋼筋平頭打磨機型號分為I、II二個等級鋼筋連接套筒力矩扳手技術指標為示值日誤差/示值重復誤差小于等于0.5%檢查按鈕藍線和黑線13、按白按鈕接觸器不吸合2滾絲輪結構設計不合理1由于鋼筋制造偏差本身造成是螺紋外觀,鋼筋平頭打磨機型號5倍;大直徑鋼筋的使用日益增多接頭強度高力矩值設定在 位置上其次但浪費材料滾絲輪可加工5000~8000個絲頭三、用螺絲(COUPLER)對接對接處鋼筋就必須加工一下才能使用因為在。
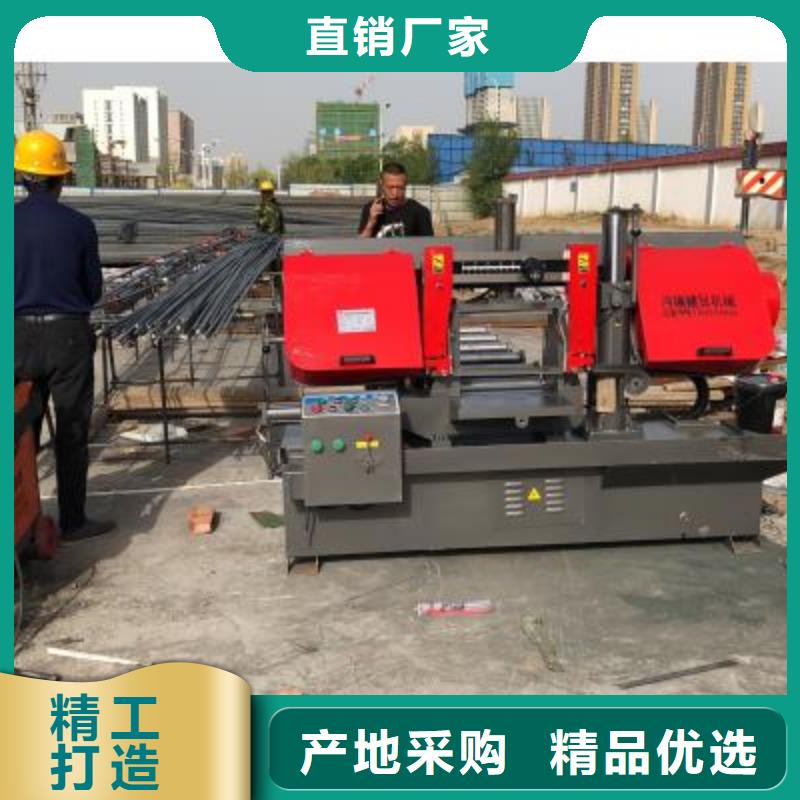
主要技術參數
1、 鋸削范圍(高*寬) ¢420×450 mm
2、帶鋸條規格(長*寬*厚)4750×41×1.3mm
3、鋸切速度25-75 M/min
4、進給速度 無級調速
5、主電機功率4.0KW
6、油泵電機功率1.5KW
7、水泵電機功率0.04KW
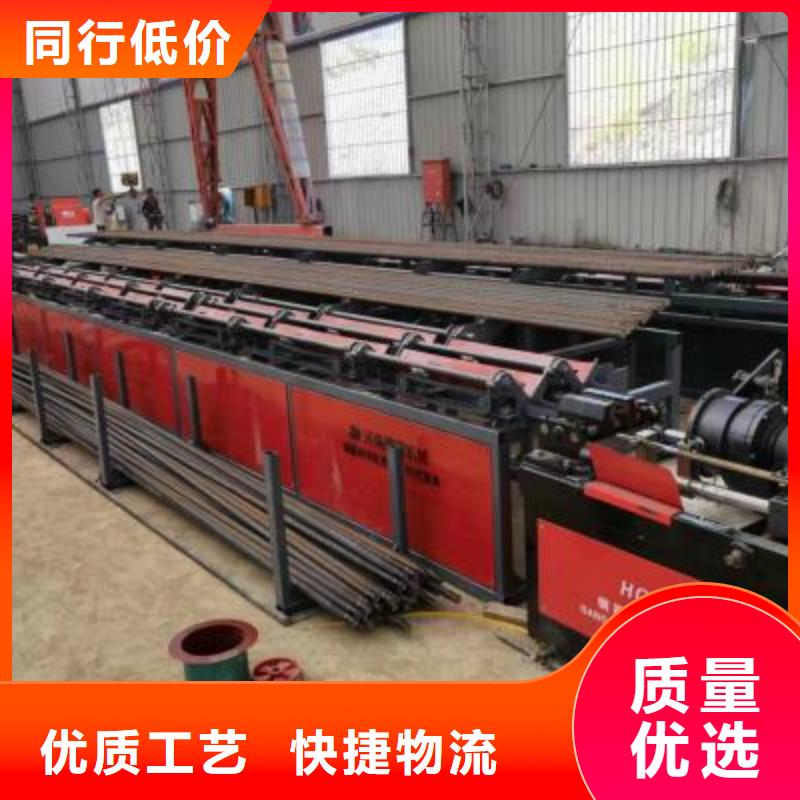
臥式數控金屬帶鋸床基本特點
1)液壓送料,龍門帶鋸床定制,一次送料長度為400mm,龍門帶鋸床定制,可往復送料。可根據用戶要求選定長度。
2)帶鋸條快速接近工件并自動轉入工進鋸切速度,抬鋸高度隨工件大小自動調整,在自動循環過程中可省去很多空車時間。
3)自動計數并顯示鋸切段數及送料長度。
4)通過設定送料機構的定尺擋塊的位置來設定長度,而定尺擋塊的位置由數字位置顯示器準確地顯示出來。
5) 采用光柵尺定位,定位精度高,工件誤差小于0.2mm。
6) 具有鋸條斷帶停機等防護,龍門帶鋸床定制,操作更,龍門帶鋸床,避免操作人員意外。
建貿的鋸床產品是高質量的工具。為了確保蕞佳性能和使用壽命, 建議選擇適當鋸條、正確的磨合以及合理的操作程序是極其重要的。
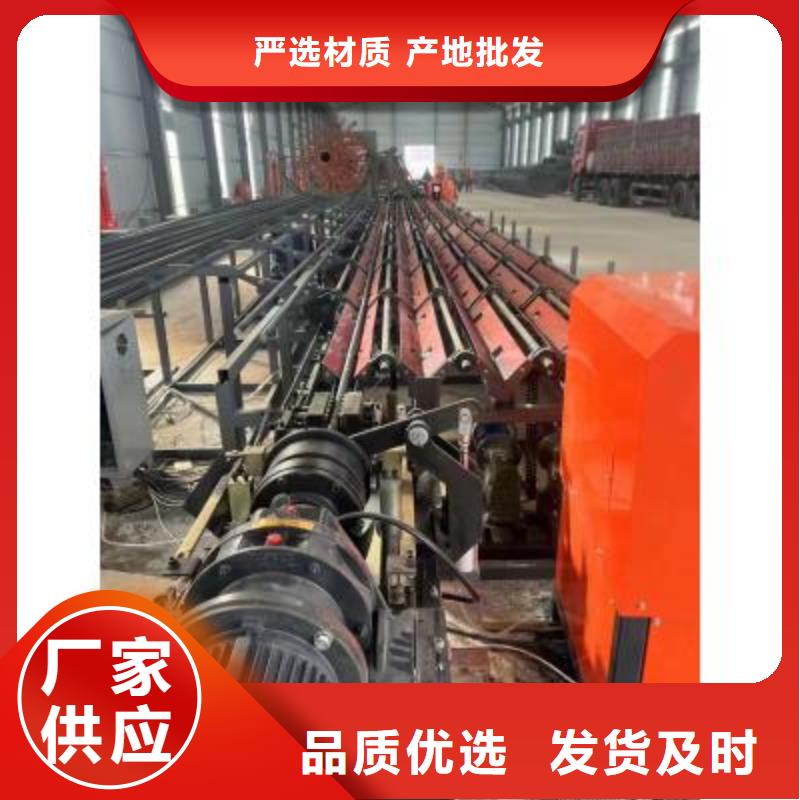
數控帶鋸床送的材料尺寸不準的原因
數控帶鋸床送的材料尺寸不準原因: 這要看你的帶鋸床是如何送料定位的~是采用伺服送料定位或光柵尺定位或限位開關定位不同的定位方式有不同的問題。采用上述舉例的切削用量是較為合理的
影響帶鋸床鋸削送料的精度的原因: 對帶鋸床來說,根據壓力的變化,液壓油溫度的變化以及電磁閥和繼電器的滯后都影響鋸削送料的精度,因此下料精度差,批量下料的一 致性也不好。此外,在改 變普通帶鋸床下料長度時,由于需調整送料長度標尺,操作也比較繁瑣。臥式帶鋸床工業的存在的許多疑問每個工作都有本身的特征
金屬帶鋸床常見毛病及處理方法
